2015-02-27
2015-02-27 1386
1386Микросварку выводов осуществляют обычно методом термокомпрессии либо ультразвуковой сваркой. Проволока для образования перемычек между контактными площадками кристалла и выводов корпуса подается через центральное или боковое капиллярное отверстие сварочного инструмента. Инструмент с центральной подачей проволоки обычно используют при термокомпрессионной сварке, требующей для образования качественных соединений в 2—4 раза больших усилий сжатия, чем при ультразвуковой сварке.
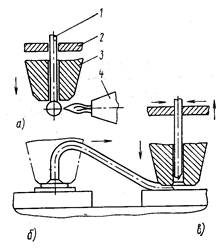
При термокомпрессионной сварке на первом этапе (рис. а) на конце проволочки 1 образуется шарик электрическим разрядом или путем оплавления ее конца в пламени водородной горелки 4. Затем инструмент 3 опускается к месту сварки к нему прикладывается необходимое усилие сжатия. Рабочий столик с установленным на нем изделием предварительно разогревается до температуры 473... 673 К (200... 400СС), при необходимости производится импульсный нагрев инструмента и в месте контактирования металлизированной площадки кристалла и вывода образуется качественное соединение (рис.б). Затем инструмент поднимается, при этом щипцы 2 разжимаются и проволочка протягивается через капилляр. Рабочий столик перемещается, подводя под инструмент вторую контактную площадку, инструмент опускается, и второе соединение формируется внахлест (рис. в). Щипцы зажимаются и, перемещаясь от инструмента, проводят обрыв проволочки. Инструмент поднимается, щипцы производят подачу очередного участка проволоки, и цикл сварки повторяется.
При ультразвуковой сварке формируется нахлесточное соединение, при этом используют инструмент с боковой подачей проволоки. Процесс соединения состоит из тех же этапов, что и ранее рассмотренный, за исключением образования шарика на конце проволоки.