 2015-02-14
2015-02-14 964
964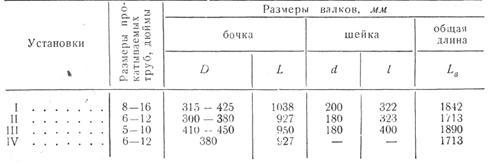
В стане Дишера вместо направляющих валков Маннесмана (фиг. 181, в) применяются холостые диски, оси которых расположёны перпендикулярно направлению прокатываемой заготовки (фиг. 42, в).
Станы Штифеля с грибовидными валками применяются теперь очень редко, поэтому на описании их останавливаться не будем.
Валки риллинг-машины (фиг. 181, г) имеют сферическую форму. Будучи предназначены для развальцовки стенок труб, они испытывают небольшие давления и потому изготовляются составными из двух частей (бочки и вала). Диаметр одного из валков больше диаметра другого, что содействует прижатию трубы к нижней проводке. Бочки рабочих валков риллинг-машины насаживаются на вал в горячем состоянии и закрепляются шпонками.
б) Дисковые валки стана Штифеля (фиг. 182, а) по форме и расположению в клети резко отличаются от валков всех остальных трубопрокатных станов.
Рабочий диск валка насажен на фланец вала и закреплен болтами и шпонкой. При диаметре диска около 1000 мм толщина его будет равна 200 мм, длина вала 2150 мм. Полотно диска имеет уклон около 11 — 13°. Вал каждого диска устанавливается на три подшипника (коренной, средний и хвостовой), из которых средний упорный — гребенчатый (фиг. 182, б) воспринимает осевые усилия.
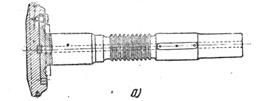
Фиг. 182. Валок и гребенчатый подшипник стана Штифеля: а — дисковый валок
б — гребенчатый подшипник
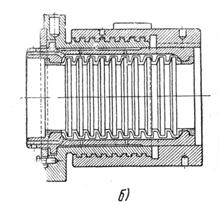
в) Ручьевые валки с одним калибром применяются в калибровочных и редукционных станах, причем в калибровочных станах (фиг. 183, а) валки имеют двухстороннее крепление, а в редукционных — как двухстороннее (американский тип), так и одностороннее, консольное (европейский тип) (фиг. 183, б).
Валки редукционного стана с односторонним креплением крепятся (фиг. 183, б) при помощи буртиков, шестерен и гаек. На этой фигуре видно, что оба валка — приводные и имеют одинаковую длину, тогда как при обычном расположении (европейского типа) один из них (приводной) длиннее другого (холостого), потому что он имеет треф для соединения со шпинделем (валом), который приводится в движение от конической шестерни продольного вала (фиг. 183). Валки редукционных станов с двухсторонним креплением отличаются от валков консольного, типа только расположением бочки, установленной посредине между закрепленными концами валка.
Фиг. 183. Ручьевые валки с одним калибром: а — валок калибровочного стана; б — приводные валки редукционного стана с односторонним креплением валков
г) Ручьевые валки с несколькими калибрами (фиг. 184) имеет раскатной автоматический стан Штифеля, валки которого по форме сильно напоминают валки сортовых станов.
Валки автоматического стана имеют 5—12 ручьев, причем с меньшим числом ручьев (5—8) делаются валки больших станов для прошивки трубы от 3 до 8 5/8", а с большим числом ручьев (10—12) — валки малых станов.
Фиг. 184. Ручьевой валок с несколькими калибрами (автоматический стан)
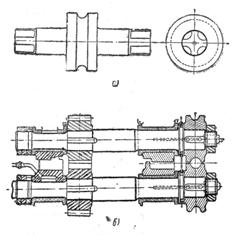
Основные размеры валков автоматического стана приведены в табл. 22.
Таблица 22








