 2015-02-14
2015-02-14 869
869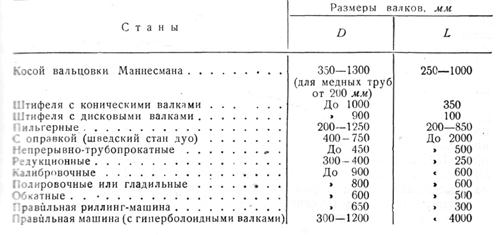
а) Косые или конические валки (фиг. 181, а) применяются в станах Маннесмана, сферические (фиг. 181, б) — в станах Штифеля (новая конструкция) и Дишера (фиг. 42, в). У последних двух бочка валков имеет сферическую форму, тогда как у валков Маннесмана (фиг. 181, а) к сферической части примыкает еще один конус.
У конических валков треф в большинстве случаев делается только один, со стороны привода стана.
Особенности прокатки на прошивном стане Маннесмана по сравнению с прокаткой на сортовых и листовых станах обусловливаются положением валков и их формой. Фасонная бочка валка состоит из нескольких расположенных слева направо зон конусообразной формы (фиг. 181, а):  — зона прошивки
— зона прошивки  ,
,  —зона пережима
—зона пережима  ,
,  — зона раскатки
— зона раскатки  и
и  — зона выпуска
— зона выпуска  . Каждой зоне, за исключением зоны пережима, соответствует свой конус, почему и называют их: «конус прошивки», «калибровочный пояс», «конус раскатки», «конус выпуска».
. Каждой зоне, за исключением зоны пережима, соответствует свой конус, почему и называют их: «конус прошивки», «калибровочный пояс», «конус раскатки», «конус выпуска».
В табл. 20 приведены размеры валков различных установок Маннесмана на ряде заводов [15]. В таблице обозначены длина бочки через  , шейки—
, шейки—  , трефа—
, трефа—  , соответствующие диаметры через
, соответствующие диаметры через  а длина всего валка через
а длина всего валка через  .
.
Таблица 20








