2015-02-14
2015-02-14 2139
2139Калибрами называются средства контроля, служащие для проверки соответствия техническим условиям размеров, формы и взаимного расположения осей и поверхностей. Калибры изготавливают из хромистой стали.
В зависимости от условий оценки годности деталей калибры бывают нормальные и предельные.
Нормальные копируют действительные размеры изделий и его форму. Годность изделий в этом случае оценивают по вхождению и степени прилегания калибров к изделиям. Так как степень прилегания исполнитель устанавливает по ощущению, то результаты поверки субъективны. Поэтому такие калибры применяют редко.
Предельные калибры служат для того, чтобы определить, находится ли действительный размер контролируемого изделия в пределах допуска.
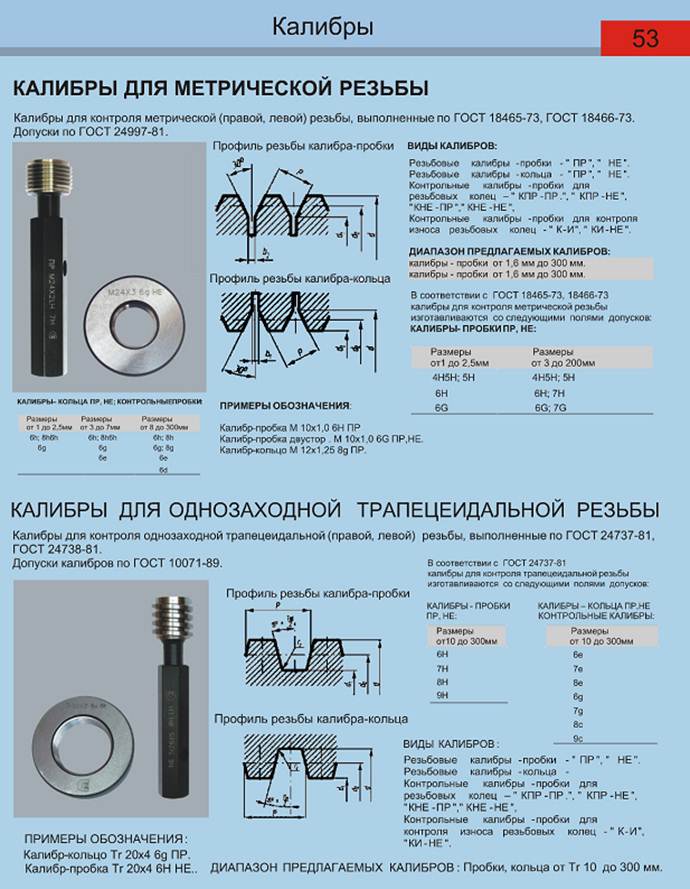
Калибры для валов называются скобами (кольцами), а для отверстий — пробками. Комплект состоит из проходного и непроходного калибров. Проходным калибром контролируют начало поля допуска, а непроходным — конец поля допуска детали. Деталь считается годной, если под действием собственной массы проходной калибр проходит, а непроходной не проходит.
На рабочих местах применяются рабочие калибры (Р-ПР и Р-НЕ). Контролеры и заказчики применяют приемные калибры (П-ПР и П-НЕ). Для проверки самих калибров в процессе изготовления и эксплуатации применяют контрольные калибры (К-ПР и К-НЕ).
Проходная пробка служит для контроля наименьшего размера отверстия, а непроходная — наибольшего. Брак по проходному калибру исправим, по непроходному—неисправим. Калибры-пробки по конструктивному исполнению бывают полными и неполными, двусторонними и односторонними, регулируемыми и нерегулируемыми. Полными пробками, как правило, проверяют изделия диаметром не более 100 мм, а неполными — более 100 мм.
Непроходной скобой контролируют наименьший размер вала, а проходной — наибольший. Регулируемые скобы обычно применяют в условиях серийного производства; это позволяет расширить диапазон контролируемых изделий. Однако точность контроля ими ниже, чем у нерегулируемых скоб.
Различают собственный и рабочий размеры скоб. Собственный размер получают по результатам измерений; рабочий — это размер скобы под нагрузкой. При контроле диаметров валов от 50 до 100 мм разность между собственным и рабочим размерами скоб составляет 1,5 мкм, при контроле диаметров 100... 170 мм — 4,5 мкм.
В процессе контроля калибры изнашиваются. В большей мере подвергаются износу проходные калибры.