 2015-02-15
2015-02-15 1379
1379При фрезеровании необходимо обеспечить допуск, равный ТА ,где ТА – допуск на размер по ГОСТ 30893.2-2002.
ТА=0,2.
Необходимо определить точность данного приспособления (рис. 2.5).
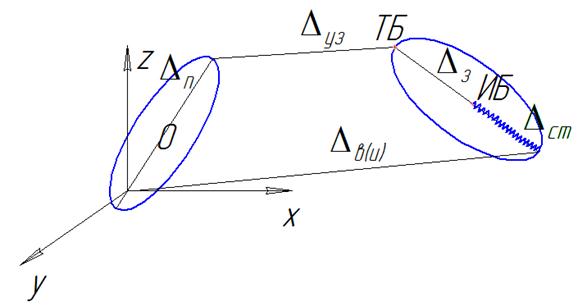
Рисунок 2.5 - Структура связей в технологической системе фрезерного станка
Общая формула определения суммарной погрешности имеет вид [5]:
 , (2.26)
, (2.26)
где Dз – погрешность заготовки, определяется как биение технологической базы относительно исходной базы, ∆з=0,07.
Dуз – погрешность установки заготовки; Dуз=0 мм из-за отсутствие зазора между базовой поверхностью и установочным элементом;
Dп – погрешность приспособления, определяется как смещение оси цанги относительно обрабатываемой поверхности:
 , (2.27)
, (2.27)
принимаем Dп= 0,05 мм;
Dи – погрешность инструмента,
 , (2.28)
, (2.28)
 .
.
Dи =0,0418 мм;
Dст – погрешность станка равна нулю, т.к. не влияет
Кс – коэффициент, зависящий от величины динамических погрешностей,
Кс=0,6 при фрезеровании [5].
Подставим найденные значения в формулу 2.26, получим:
 .
.
Условие обеспечения позиционного допуска выполняется.








