 2015-02-04
2015-02-04 2301
2301Для механического удаления стружки используются конвейеры 3-х классов:
1. С орбитным (движение по замкнутой кривой) движением несущих рабочих органов (рис.2.47.). К ним относятся:
- ленточные со стальной или прорезиненной лентой; пластинчатые; коробчатые;. скребковые; лотковые.
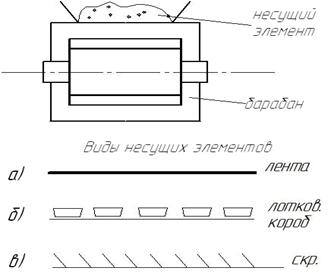
Рис. 2.47. Схема конвейера с орбитальным движением.
2.С возвратно -поступательным движением несущего рабочего органа (рис2.48.). К ним относятся:
-ершовые; - скребковые; - инерционные;. - вибрационные.
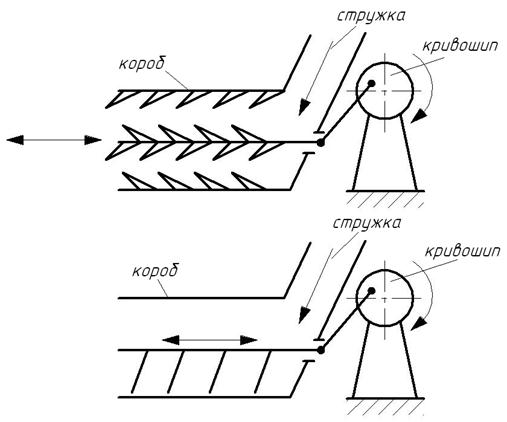
Рис. 2.48.Схема конвейера с возвратно-поступательным движением.
3. С вращательным движением винтовой рабочей поверхности
(рис. 2.48.) К ним относятся:
- одновинтовые с промеж опорами;
- одновинтовые без опор с плавающим. винтом;
- одновинтовые и многовинтовые без опор с припасованными винтами и двухэтажным корытом.
Конвейеры с орбитальным движением (рис. 2.47.) несущих органов имеют общий недостаток- часть стружки уносится холостой ветвью под раму кроме скребкового.
Конвейеры, имеющие гладкую несущую поверхность снабжаются поперечными перекладинами, которые захватывают застрявшую между неподвижными боковинами стружку.
Конвейеры с возвратно поступательным движением (рис. 2.48.) несущих органов отличаются видом рабочего органа, корыта и кривошипно-шатунного механизма.
Перемещение стружки – прерывистое. Рабочий орган имеет холостой и рабочий ход.
Недостаток ершовых – поломка ерша при попадании деталей или инструмента.
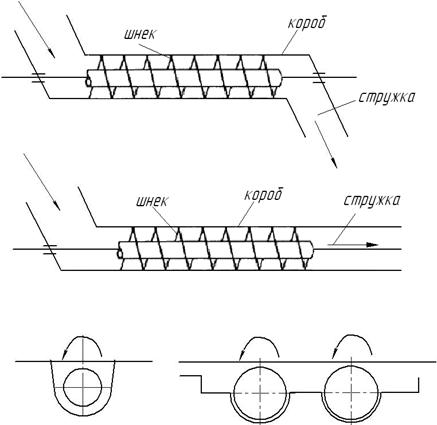
Рис. 2.49. Схема конвейера с вращательным движением.
В инерционных и виброконвейерах скорость движения тем выше чем больше частота и амплитуда колебаний. Они применяются главным образом при транспортировании дроблёной стружки. Применение ограничено из-за вибраций на оборудовании.
Винтовые конвейеры – наиболее удобны для транспортирования любой стружки (рис. 2.49.).
Простота конструкции отсутствие наружных движущихся частей, компактность, надёжность работы и наконец перемещение стружки в закрытом пространстве.
Винтовые конвейеры могут перемещать материалы в любом направлении и заменяют, таким образом подъёмники, элеваторы и др. машины.
Винтовые конвейеры первой группы применяют для транспортирования очень мелкой стружки т.к. между винтами корытом есть зазор и во избежание заклинивания.
Винтовые конвейеры второй группы (где винт лежит свободно в корыте) (Приводной конец винта закреплён шарнирно).
При движении стружка попадает под винт и он как бы обволакивает винт и он как бы всплывает. Стружка обволакивает винт и на выходе сходит с него спрессованной массой.
Винтовые конвейеры третьей группы. Здесь винт лежит свободно в
плотнооблегающем корыте и стружка перемещается по верхней его части. Применяют для транспортирования любой стружки. Частота вращения винтов с учётом процессов происходящих при перемещении перепутанной винтовой стружки её дроблению и разрывам около 10 об/мин.
Для транспортирования стружки из стали и чугуна применяют и магнитные конвейеры состоящие из лотка, под которым двигаются магниты полхватывающие и переносящие по лотку стружку. Их применение ограничено из-за своих физических свойств.
Для удаления стружки от станков наиболее часто применяют ленточные и винтовые конвейеры.








