 2015-02-24
2015-02-24 1003
1003При обробленні головних отворів забезпечується досягнення комплексу найбільш жорстких технічних вимог, які визначають в цілому параметри геометричної точності отворів і точність їх положення відносно пласких поверхонь чи інших отворів.
Виконують на розточувальних, координатно-розточувальних, свердлильних, агрегатних та інших верстатах, включаючи верстати з ЧПК та багатоцільові верстати.
Етапи чорнового, чистового та викінчувального оброблення.
При чорновому обробленні знімають основний припуск. Рішення двох основних задач: точність положення отвору відносно бази і рівномірність припуску під чистове оброблення. Чистове оброблення забезпечує точність розмірів, геометричну точність і відносне положення отвору. Особливо важливим є забезпечення прямолінійності осі отвору і точності його відносного положення. Викінчувальне оброблення – для досягнення підвищених вимог до точності розміру, геометричної точності і шорсткості.
Свердління, зенкерування, розточування, розвертання, шліфування, хонінгування, пластичне деформування.
Свердління. Початкове отримання отворів у суцільному металі. Отвори діаметром більше 25 мм – за 2-3 робочих ходи. Отримання глибоких отворів – свердла для глибокого свердління з внутрішньою подачею МОР, спеціальні кільцеві головки (отвори діаметром більше 40 мм). Точність діаметральних розмірів – до 11 квалітету. Відхилення геометричної форми отворів до 50 мм – 12... 40 мкм; параметр шорсткості – до 6,3 мкм (до 15 мм) і до 12,5 мкм (> 15 мм).
Зенкерування. Чорнове оброблення (заготівельних отворів), проміжне оброблення (після свердління – перед викінчувальним обробленням), викінчувальне оброблення (отвори порівняно невисокої точності). Припуск (насадні зенкери діаметром 55... 170 мм) – до 4 мм на сторону. У порівнянні з свердлінням – менший увід (багатозубість зенкера) – для виправлення положення осі отвору і забезпечення його прямолінійності. Однопрохідне зенкерування – до 11 квалітету. Похибка геометричної форми отвору діаметром 40... 150 мм – 30... 50 мкм. Напівчистове оброблення (після свердління) – 10 квалітет; відхилення геометричної форми – 15... 20 мкм (отвори діаметром 40... 150 мм); параметр шорсткості – до 2,5 мкм.
Розточування. Чорнове, чистове оброблення. Простота й універсальність розточувальних різців. Регулювання положення інструменту на оправці – отвори різного діаметру (немірний інструмент). Краще за інші інструменти – прямолінійність осі отвору, вища точність його положення відносно бази. Чорнове оброблення: точність – до 11 квалітету. Чистове оброблення: точність – до 9 квалітету; відхилення геометричної форми – 12 мкм для діаметрів 50... 120 мм; параметр шорсткості – до 2,5 мкм. Використання дво-, три- та чотириінстументальної оправки для компенсації пружних переміщень оправки, зменшення рівня вібрації, підвищення продуктивності. Можливість знімання відносно великого нерівномірного припуску.
Розвертання – один з основних методів чистового оброблення (6... 9 квалітети). Забезпечує отримання правильної геометричної форми отвору, точних діаметральних розмірів, параметр шорсткості – до 0,63 мкм. Застосовують після зенкерування і розточування. Припуск – 0,4... 0,9 мм на діаметр для попереднього розвертання і 0,05... 0,30 мм – для кінцевого. Забезпечення самоцентрування розвертки по осі попередньо обробленого отвору: встановлення розвертки у спеціальні плаваючі патрони чи шарнірні оправки; напрямні втулки; напрямний конус (для розверток > 2D – два напрямні конуси). Необхідність охолодження. Бажаність вертикального розташування шпинделя.
Одночасно з обробленням головних отворів – перпендикулярні до них торцеві поверхні (торцеві різцеві головки (відхилення від перпендикулярності торця відносно осі отвору – (0,01... 0,03)/100), торцеві зенкери(0,004... 0,01)/100). Відкриті торцеві поверхні – за допомогою торцевих фрез. Серійне і вище виробництво – комбінований інструмент (свердління, зенкерування, розточування, підрізування торця, розвертання).
Найбільш розповсюджені горизонтально- і координатно-розточувальні верстати. Точність положення отворів відносно технологічних баз і точність між центрових віддалей досягають розміткою (точність до 0,5 мм), методом пробних ходів (до 0,02 мм), координатним розточуванням (до 0,005 мм), використанням кондукторів (до 0,08мм – найбільш розповсюджений метод для серійного і масового виробництва). При використанні кондукторів точність положення оброблюваних отворів відносно технологічних баз і точність між центрових віддалей не залежать від геометричної точності верстата, а визначаються лише точністю кондуктора.
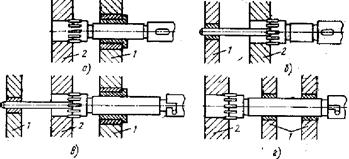
Рис. 1.8. Схеми направлення інструментальних оправок за допомогою кондукторних втулок: а) – переднє направлення; б) – заднє; в) – переднє і заднє; г) – подвійне переднє; 1- кондуктор; 2 – заготовка.
У великосерійному та масовому виробництвах для одночасного оброблення різних отворів застосовують агрегатні верстати. В залежності від вирішуваних технологічних задач можуть мати різні компоновки з горизонтальним, вертикальним чи нахильним розташуванням шпинделів. Верстати з горизонтальним розташуванням шпинделів можуть бути односторонніми (рис. 1.9, а), двосторонніми (рис. 1.9, б), двосторонніми з поворотним столом (рис. 1.9, в), зі столами поступового переміщення (рис. 1.9, г), а також можуть бути споряджені багатопозиційними поворотними барабанами (рис. 1.9, ж). Верстати вертикальної компоновки можуть мати нерухомі (рис. 1.9, г) і поворотні столи (рис. 1.9, е).
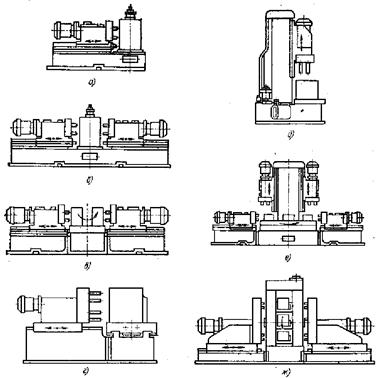
Рис. 1.9. Компоновки агрегатних верстатів.
На агрегатних верстатах виконують свердління, зенкерування, розточування, оброблення торців, розвертання тощо – при одночасному обробленні ряду отворів. Точність забезпечується шляхом застосування кондукторних плит з напрямними втулками.
//ЩЕ: Статті „Компонетика багатопозиційних агрегатованих технологічних систем механічного оброблення” і „ОБРАБОТКА ДЕТАЛЕЙ НА МНОГОНОМЕНКЛАТУРНОМ АГРЕГАТИРОВАННОМ МЕТАЛЛОРЕЖУЩЕМ ОБОРУДОВАНИИ” (Восточно-Европейский журнал передовых технологий, №3 (15), травень-червень 2005)//.
Серійне виробництво – багатоцільові верстати.
Викінчувальне оброблення. Отримання високої точності (до 6-го кв.) та параметру шорсткості (до 0,04 мкм). Розвертання, тонке (алмазне) розточування, планетарне шліфування, хонінгування, розкатування роликами (пластичне деформування) (+ поверхневе зміцнення). В одиничному і дрібносерійному виробництвах – шабрування, притирання за допомогою абразивних порошків і паст по спряженій деталі або за допомогою спеціальних притирів.
Розвертання – основний метод в умовах одиничного і дрібносерійного виробництва. Ручний метод. Не вимагає верстатного устаткування.
Тонке алмазне розточування – спеціальні верстати (висока жорсткість і вібростійкість). Можуть мати вертикальну чи горизонтальну компоновку з одним чи декількома шпинделями. Горизонтальні верстати – одно- і двостороннього виконання. Інструмент – однолезові різці з твердосплавними пластинами (ще: надтверді матеріали) і доведеними кромками. Спеціальна геометрія загострення – оброблення з дуже малою глибиною різання. Жорсткі консольні оправки (L/d ≤ 7). Високі швидкості різання з малими глибиною і подачею. Припуск – до 0,2 мм. Перший робочий хід – ¾ припуску. Охолодження не застосовують (незначні сили різання і виділення тепла). Незначні пружні деформації. Точність – до 6-го кв.; відхилення геометричної форми (овальність, конусоподібність) – отворів до 120 мм – до 0,003 мм, параметр шорсткості – до 0,3 мкм. Точність між центрових віддалей і положення отвору відносно бази – до 0,005 мм.
Внутрішнє планетарне шліфування – для оброблення отворів діаметром більше 150 мм. Координатні планетарно-шліфувальні верстати – від 10 мм. У процесі оброблення шліфувальний круг обертається навколо своєї осі і здійснює планетарний рух навколо осі оброблюваного отвору (навести рисунок). Осьова подача – поздовжнє зворотно-поступове переміщення столу з заготовкою. Подача шліфувального круга – в радіальному напрямі. Припуск – до 0,1 мм на діаметр. Забезпечує точність до 6-го кв., похибку геометричної форми – до 0,004 мм; параметр шорсткості – до 0,32 мкм. Координатні планетарно-шліфувальні верстати дозволяють отримати положення осі отвору відносно бази і між центрові віддалі з точністю до 0,01 мм. Невисока продуктивність.
Хонінгування – для оброблення наскрізних гладких отворів діаметром 25... 500 мм з чавуну і сталі. Дрібнозернисті абразивні бруски здійснюють обертове і зворотно-поступове переміщення в напрямі осі отвору. Точність розмірів – до 6-го кв., точність геометричної форми отворів діаметром до 250 мм (овальність і конусність) – до 0,003 мм, параметр шорсткості – до 0,004 мкмюНе дозволяє виправити положення осі отвору відносно бази. Спеціальні одно- і багатошпиндельні верстати з вертикальною і горизонтальною компоновкою. На верстатах з горизонтальним розташуванням шпинделя для довгих заготовок, додатково обертається заготовка для зменшення похибки форми, яка обумовлена одностороннім тиском хона.
Абразивні бруски рівномірно розташовані по периметру хонінгувальної головки. 0,3... 0,5 мм за один робочий хід. Кількість абразивних брусків – кратна 3 (3, 6, 9,...). Для оброблення отворів малого діаметру – один брусок.
Довжина бруска приблизно рівна діаметру отвору. Для довгих отворів довжина бруска рівна (3... 4) D. Головка зв’язана з шпинделем верстата шарнірно, і в процесі роботи вона самовстановлюється. Розсування брусків проходить автоматично. Посилене охолодження.
Виконується після розвертання. Для відповідальних деталей – після тонкого розточування. Особливо ефективне при обробленні високоточних довгих отворів порівняно великого діаметру.
Розкатування – пластичне деформування оброблюваної поверхні отвору. Застосовують для викінчувального оброблення наскрізних і глухих отворів в деталях з матеріалів, які здатні в холодному стані пластично деформуватися (твердість – до 40 од. HRC). Виконують на свердлильних, токарних або спеціальних верстатах. Інструмент – багатороликові розкатки, які обертаються навколо осі отвору (n=20... 30 хв-1; s = 1... 3 мм/об.). Ролики розташовані рівномірно по периметру сепаратора і можуть вільно обертатися навколо своєї осі. Виконується після чистового розточування. Припуск рівний 0,02... 0,05 мм на діаметр. Точність – 6... 9 кв.; параметр шорсткості – до 0,008 мкм; похибка геометричної форми для отворів діаметром до 120 мм – 0,005... 0,008 мм. Збільшення міцності і твердості на 20%. Не виправляє положення осі отвору.
Притирання використовують в одиничному і дрібносерійному виробництвах для отримання високої точності розмірів і геометричної форми отворів малих і середніх діаметрів. Виконують з використанням абразивних порошків і паст по спряженій деталі або з застосуванням спеціальних притирів. Не вимагає спеціального верстатного устаткування. Можна виконувати на токарних, свердлильних та інших верстатах, а також вручну.
9. Методи оброблення кріпильних отворів.
Кріпильні та інші дрібні отвори в КД (пробки, масловказівники, для подачі мастильного матеріалу) оброблюють на вертикально-, радіально-свердлильних, горизонтально-розточувальних та агрегатних верстатах. Свердління, цекування, розвертання, оброблення фасок, нарізування різі.
На вертикально-свердлильних верстатах – деталі масою до 30 кг; на радіально-свердлильних – понад 30 кг. В умовах одиничного виробництва – розмітка. У цьому випадку точність – до ± 0,25 мм. Свердління (для зменшення уводу): два-три переходи – центрування (засвердлювання) і свердління. Для отворів під різь діаметром понад 25... 30 мм - зенкерування або розточування. Оброблення торців – зенківки, підрізні різці з осьовою подачею. Перед нарізуванням різі – зняття фаски (конічні зенківки, різці, свердла великого діаметру). Нарізування різі – мітчики, різеві різці. Різь з кроком до 3 мм – за один прохід; понад 3 мм – 2-3 робочих ходи (комплект мітчиків).
В умовах серійного виробництва дрібні отвори свердлять за допомогою кондукторів (накладних, скаль частих, коробчастих). Використання кондукторних втулок. Точність – до 0,1 мм. Для оброблення з різних боків – одно- і двоопорні поворотні пристрої, на які встановлюють кондуктор. Швидкознімні патрони, револьверні головки.
Верстати типу оброблюваних центрів.
В умовах великосерійого і масового виробництва – багатошпиндельні агрегатні верстати різної компоновки. Наприклад, свердління і подальше нарізування різі – два агрегатні верстати або один багатопозиційний.
10. Контроль корпусних деталей проводять при виконанні найбільш відповідальних операцій ТП і після оброблення. Контролюють точність розмірів, відносного положення пласких поверхонь і головних отворів, точність геометричної форми, шорсткість базових поверхонь, правильність відносного положення різцевих та інших дрібних отворів.
В одиничному і дрібносерійному виробництвах контроль виконується універсальними інструментами: точність розмірів, відносних поворотів і геометричної форми пласких поверхонь – лінійки, кутники, рівні, кінцеві міри, індикатори та шаблони; точність розмірів, відносних поворотів і геометричної форми отворів – додатково: мікрометричні й індикаторні приладами (штихмаси (нутроміри), пасиметри, мікрометри, штангенінструменти (штангенциркулі, штангенрейсмуси, штангенглибиноміри)), контрольні оправки, граничні калібри-пробки.
У масовому і великосерійному виробництві контроль виконують на спеціальних приладах, які забезпечують автоматичне вимірювання одночасно декількох параметрів точності деталі. Вимірна система таких приладів побудована на застосуванні пневматичних, індуктивних і електроконтактних давачів.
Гранична похибка вимірного пристрою не повинна бути більшою 10... 20 % допуску на контрольований параметр. Точність:
- мікрометричні нутроміри – 0,01 мм (вимірювання отворів діаметром 50... 600 мм);
- індикаторні нутроміри підвищеної точності – до 0,001 мм (5... 300 мм);
- пневматичні вимірювальні головки – до 0,001 мм (можливість контролю отворів у декількох радіальних напрямах і важкодоступних місцях) (від 5 мм і більше).
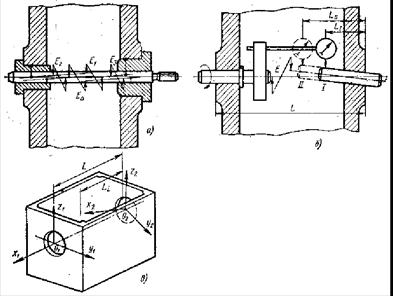
Рис. 1.10. Схема контролю співвісності.
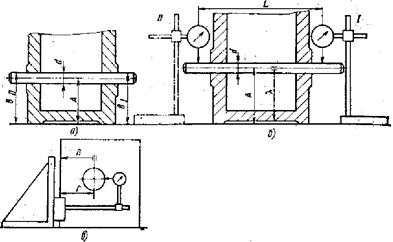
Рис. 1.11. Схема контролю точності повороту осі отвору відносно бази і точності віддалі від осі отвору до площини.
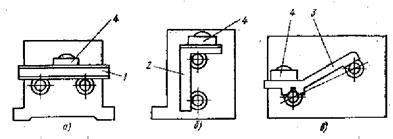
Рис. 1.12. Контроль положення осі отвору в заданій площині: а) – у горизонтальній; б) – у вертикальній; в) – в площині, розташованій під кутом.
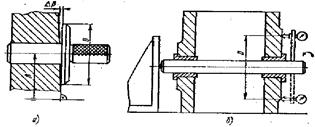
Рис. 1.13. Контроль перпендикулярності торцевої площини до осі отвору.








