 2015-03-27
2015-03-27 1361
1361Пресс-форма предназначается для изготовления модели отливки из легкоплавкой массы, например, составом 50% парафина и 50% стеарина. Пресс-форма представляет собой сборно-разборную конструкцию, обеспечивающую запрессовку нагретой жидкой или пастообразной модельной массы с последующей выемкой затвердевшей модели отливки.
Метод литья по выплавляемым моделям заключается в следующем. В пресс-формах изготавливаются модели отливок и литниковой системы. Модели соединяются в блок, после чего на них слоями наносится суспензия из специального связующего раствора и пылевидного огнеупорного материала. Слои суспензии присыпаются для упрочнения песком, а затем просушиваются. Далее производится выплавление моделей из образовавшегося на поверхности модельного блока огнеупорной оболочки. Затем оболочки прокаливаются и заливаются металлом. После охлаждения форм производится выбивка форм, обрезка и очистка отливок.
Выбор типа пресс-формы зависит от точности, предъявляемой к отливкам, свойств модельного состава и характера производства (опытное, серийное, массовое). При крупносерийном и массовом производстве, а также при необходимости изготовления точных отливок с хорошей чистотой поверхности обычно используют стальные или алюминиевые одноместные пресс-формы, изготовленные механической обработкой.
Самая простейшая по конструкции пресс-форма состоит всего из двух частей - верхней и нижней матриц, в то время как пресс-формы, применяемые в автоматах, включают в себя элементы механизации, гидравлический или пневматический привод и внутреннее принудительное водяное охлаждение.
Ниже рассматривается конструкция и чертежи пресс-форм, разборка и сборка которых производится вручную. Приводится несколько возможных вариантов конструкций, которыми далеко не исчерпывается многообразие технологических решений.
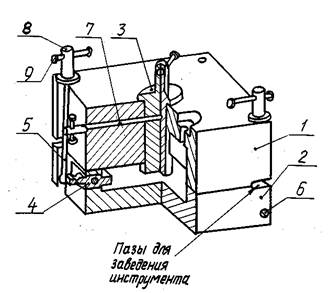
Пресс-форма, представленная на рис. 1, состоит из двух матриц 1 и 2, соединяемых с помощью откидных болтов 5 с гайками 8.
 а) а) | 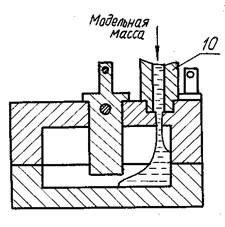 б) б) |
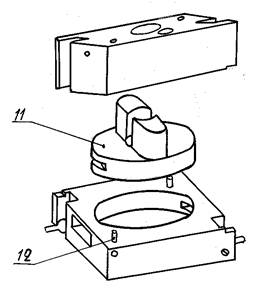 в) в) | а) конструкция пресс-формы б) запрессовка модельной массы в) извлечение модели отливки 1 - верхняя матрица 2 - нижняя матрица 3 - стержень 4 - отъемная часть 5 - болт откидной 6 - винт для крепления откидного болта 7 - фиксатор 8 – гайка 9 – рукоятка 10 – шприц с модельной массой 11 – модель отливки 12 – штырь для центровки матриц |
Рис. 1
Откидные болты крепятся в нижней матрице винтами 6. Взаимное положение матриц обеспечивается двумя штырями 12, запрессованными в нижнюю матрицу. В ответной детали (верхней матрице) размещены втулки. Металлический стержень 3 предназначен для формирования внутренней полости в модели отливки. Для выполнения сложной наружной поверхности модели используются отъемные части 4. Перемещаемые отъемные части 4 и стержень 3 крепятся в матрицах с помощью фиксирующих стержней 7. Стержни 3 и 7 и гайки 8 снабжены рукоятками 9.
Запрессовка модельной массы осуществляется шприцем 10 через отверстие с горловиной в верхней матрице. После затвердевания модельной массы производится разборка пресс-формы и выемка модели 11. Для облегчения разборки пресс-формы в разъеме матриц сделаны пазы для заведения инструмента.
В приложениях 4...9 приведены рекомендуемые размеры элементов пресс-форм: откидных болтов (с.16), рукояток для стержней, фиксаторов и гаек пресс-форм (с.17), штырей (с.18), втулок (с.18), винтов для крепления в матрицах откидных болтов (с.19), гаек для крепления матриц (с. 19).








