 2015-03-27
2015-03-27 5513
5513Сущность параллельно-последовательного вида движения заключается в том, что вся обрабатываемая партия делится на передаточные партии по p деталей в каждой. Транспортная партия обрабатывается без перерывов. Ее можно передавать на следующую операцию не ожидая окончания обработки других передаточных партий. При этом должно соблюдаться условие непрерывности работы на каждой операции при изготовлении всей партии из n деталей.
Длительность технологического процесса:

где
m – число технологических операций;
n – обработочная партия, штук;
p – передаточная партия, штук;
ti – норма времени на i -ой операции, мин/штуку;
сi – фронт работ (число рабочих мест) на i -ой операции;
 – наименьшая длительность двух смежных операций.
– наименьшая длительность двух смежных операций.

Длительность производственного цикла:

где
S – продолжительность рабочей смены, мин;
q – режим работы участка (число смен в сутках);
f – коэффициент перевода календарных дней в рабочие;
T П – длительность технологического процесса, мин;
m – число технологических операций;
t мо – средняя длительность межоперационного перерыва, мин;
T ест – длительность естественных процессов.
График передвижения деталей представлен на рис. 2.
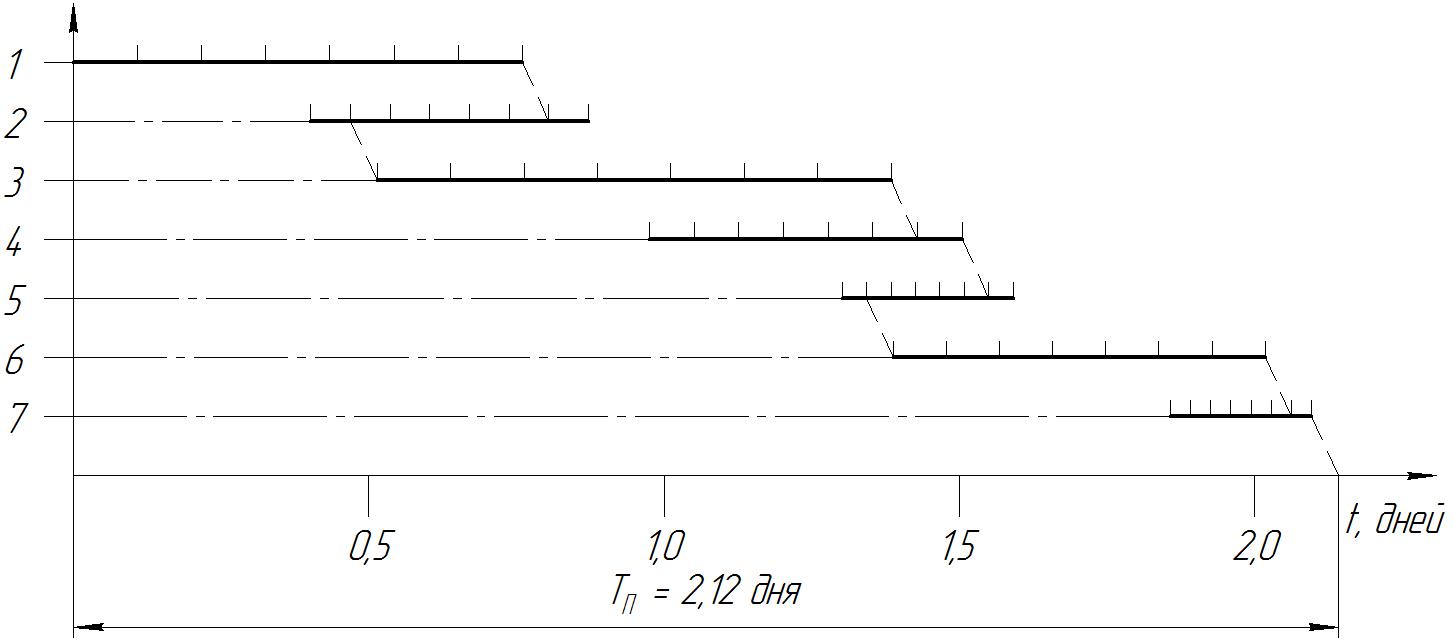
Рис.2. График движения деталей.
Длительность производственного процесса, определенная по графику:

Погрешность графического определения времени производственного цикла:









