 2015-03-27
2015-03-27 1425
1425Сущность параллельного вида движения заключается в том, что с операции на операцию детали передаются транспортными партиями, при этом по каждой партии ведется работа на всех операциях технологического процесса без перерывов.
Длительность технологического процесса:
где
m – число технологических операций;
n – обработочная партия, штук;
p – передаточная партия, штук;
ti – норма времени на i -ой операции, мин/штуку;
сi – фронт работ (число рабочих мест) на i -ой операции;
ti – норма времени на самой длинной (j -ой) операции, мин/штуку;
сi – фронт работ (число рабочих мест) на j -ой (самой длинной) операции.
В соответствии с условием задания, самой длинной операцией является третья 

Длительность производственного цикла:

где
S – продолжительность рабочей смены, мин;
q – режим работы участка (число смен в сутках);
f – коэффициент перевода календарных дней в рабочие;
T П – длительность технологического процесса, мин;
m – число технологических операций;
t мо – средняя длительность межоперационного перерыва, мин;
T ест – длительность естественных процессов.
График передвижения деталей представлен на рис. 3.
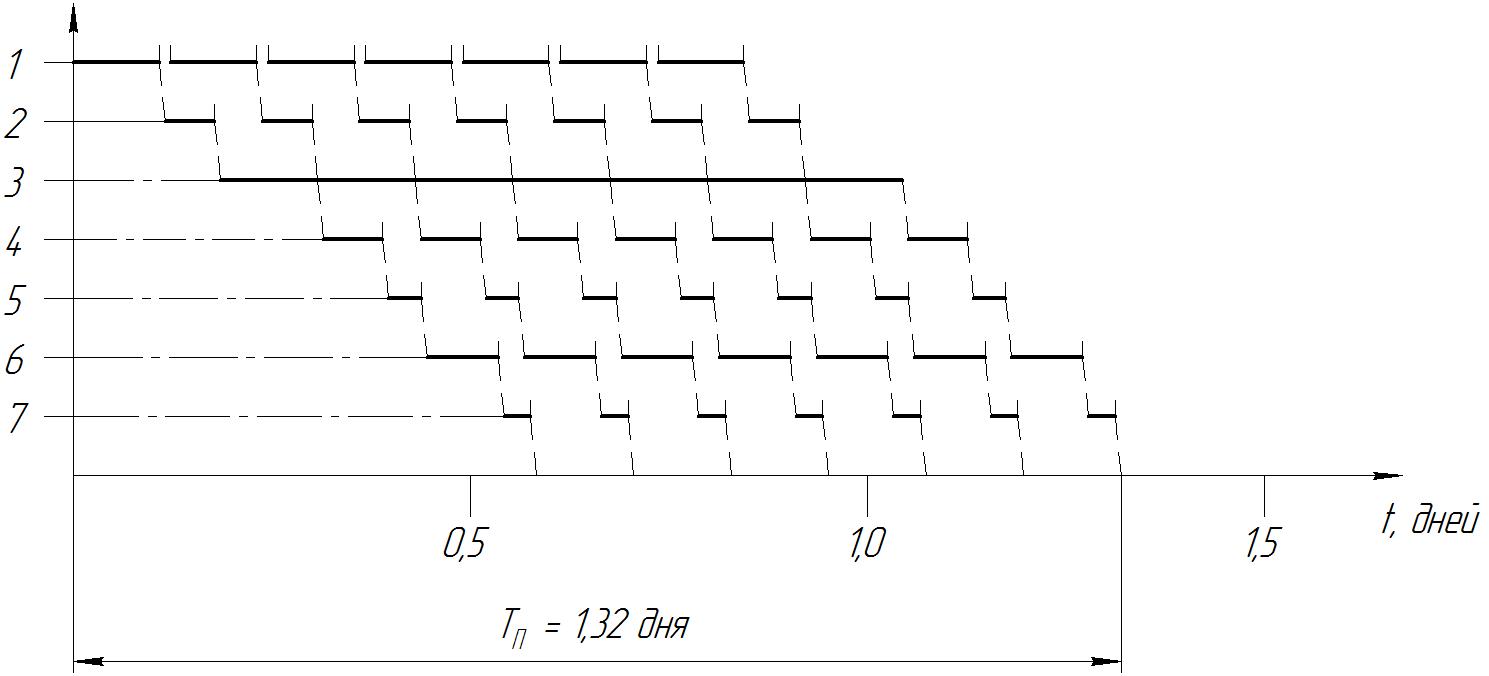
Рис.3. График движения деталей.
Длительность производственного процесса, определенная по графику:

Погрешность графического определения времени производственного цикла:

Выводы
Сопоставление аналитического и графического расчетов построения производственных циклов позволяет сделать следующие выводы:
1. Оба метода обеспечивают высокую точность определения длительности производственного цикла при различных видах движения объектов производства;
2. Графический метод обеспечивает высокую наглядность и непосредственную оценку интервалов простоя технологического оборудования, объема незавершенного производства при выполнении всех операций.
3. Аналитический метод обеспечивает значительное сокращение времени расчетов, что особенно актуально при большом количестве операций и частой смене процессов.
Проанализируем виды движения производства: параллельно-последовательный вид движения деталей позволяет уменьшить длительность производственного цикла примерно в два раза, а параллельный – почти в три. Однако при параллельном виде движения нарушается непрерывность технологических операций, что является недостатком данного вида.
Задача № 2. Расчет и планирование поточной линии.

