 2015-03-08
2015-03-08 616
616…
Схему прокатки можно представить в следующем виде:
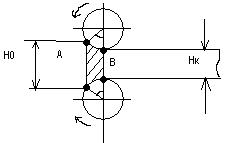
Объем металла, заключенный между дугами металла АВ и А’B’ называется очагом деформации.
α – угол захвата
Относительное утолщение в процессе обкатки называется относительным обжатием или степенью деформации (в процентах) и определяется:
где Н0 и Нк – начальная и конечная толщины заготовки.
Отношение длины заготовки после прокатки lk к исходной длине l0, равное отношению площадей поперечного сечения первоначально F0, к конечной Fk, называется коэффициентом вытяжки μ.

Учитывая, что Fk всегда меньше F0, μ находится в пределах 1,1 – 1,6.
Основными видами прокатки являются:
а) продольная. Заготовка перемещается перпендикулярно осям валков, которые вращаются в противоположных направлениях.
б) поперечная. Валки с параллельными осями вращаются в одном направлении, вращают заготовку, деформируя ее.
в) поперечно-винтовая. Валки вращаются в одном направлении, но расположены друг к другу под углом, при этом образуется переем. сечение.
Машины для обработки металлов давлением в валках называются прокатными станами.
Главная линия стана состоит из трех основных устройств: рабочей клети, передаточных механизмов и двигателя.
Основным агрегатом является рабочая клеть с валками и подшипниками на воздушных подушках.
В зависимости от числа и расположения валков в рабочей клети, прокатные станы делятся на: двух-, трех-, четырех-, и многовалковые.
Валки могут быть гладкими и калиброванными (ручьевыми).
Рабочая часть валка называется бочкой.
Технологический процесс прокатки включает подготовку исходного металла, нагрев металла, прокатку, отделку и контроль.
Сортамент прката определяется совокупностью профилей и размеров прокатанного металла.
По сортаменту продукцию прокатного стана можно разделить на последующие группы: профили сортового проката (общего назначения (круглый, полосовой, квадратный, швеллеры, балки) и профили специального назначения (рельсы, тракторостроение, судостроение, машиностроение и т.д.)
К специальным видам относятся также вагонные колеса, шары, гнутый профиль.
Листовая сталь
Тонкая (менее 4 мм) и толстостенная.
Трубы стальные (бесшовные и сварные), (фасонные и переменного сечения).
Заготовками для сортового проката являются блюмы-болванки сечением 150х150 до 450х450.
Для листового проката
…
Профиль прессованного изделия соответствует сечению этого отверстия. Этот процесс применяется для металлов и сплавов …
Различают следующие виды прессования:
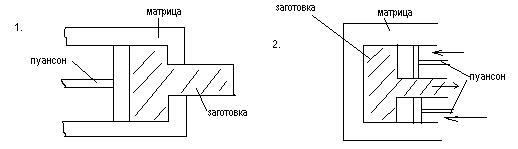
1. Прямое прессование.
Направление выхода металла совпадает с направлением движения пуансона. При этом металл течет сквозь матрицу.
2. Обратное прессование.
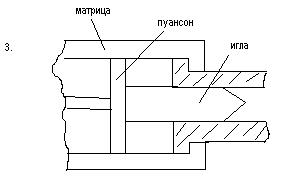
3. При прессовании труб прямое прессование смещается с прошивкой. Заготовка сжимается пуансоном с иглой, которая одновременно с деформированием прошивает заготовку и выпрессовывает металл в виде трубы.
Недостаток прессования – большие отходы металла (до 40%), большой износ инструмента. Инструмент изготавливают из жаропрочных хромистых сталей.








