 2015-03-08
2015-03-08 773
773Металл сварного шва, полученный при сварке плавлением по своей структуре и химическому составу существенно отличается от металла свариваемых заготовок, так как в сварочной ванне всегда протекают побочные металлургические процессы (окисление, диффузия, легирование, поглощение газов и т.д.)
При этом шов имеет литую структуру.
К сварке плавлением относятся следующие виды:
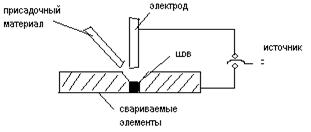
- электрическая дуговая сварка.
К свариваемой заготовке и электроду подводится постоянный или переменный ток от специального источника тока. Образуется сварочная дуга, т.е. стабильный электрический разряд. Дуга образуется за счет замыкания электрода на деталь. Максимальная температура дуги достигается в осевой ее части и составляет около 6000˚С.
Для питания сварочной дуги применяют особые источники тока. Они должны обеспечивать устойчивую дугу при невысоких напряжениях 20 – 40 В, простое регулирование силы тока и его постоянство.
…
Применяются источники переменного тока (сварочные трансформаторы) и постоянного тока (генераторы или выпрямители).
Дуговую сварку можно выполнять плавящимся и не плавящимся элементом. В качестве плавящегося электрода применяется металлический стержень того же состава, что и свариваемый материал.
В качестве неплавящегося электрода применяют чаще вольфрамовый стержень, реже графитовый, без или с применением присадочных материала.
При ручной дуговой сварке сварщик образует ее дугу, поддерживает давление, перемещает электрод. В качестве электродов применяют металлическую проволоку, на поверхность которой наносится специальное покрытие.
Назначение покрытий: защита зонной сварки от воздействия воздуха, легировании металлами, стабилизация горения дуги, удаление примесей из зоны сварки.
Металлические стержни электродов изготавливают из сварочной проволоки диаметром 0,3 – 12 мм. В зависимости от назначения различают следующие типы электродов.
Для сварки углеродистых низколегированных цветных металлов и сплавов и для наплавочных работ.
Недостаток – малая производительность, зависимость от квалификации сварщика.
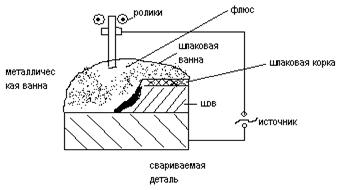
- Автоматическая дуговая сварка под флюсом.
Обеспечивает производительность в 10 - 15 раз большую, чем при ручной сварке. При автоматической сварке зажигание дуги, подача электрода в дугу и перемещение его вдоль направления сварки осуществляется автоматически.
…
В состав флюса входят …
Сварочная дуга горит под слоем флюса между сварочной проволокой и изделием. Образуется газовый пузырь из паров металлов и паров диссоциации флюсов.
…
После остывания металла и шлака шлак в виде корки легко отделяется от наплавленного металла.
Неиспользованная часть флюса удаляется из … в бункер.
Автоматическую сварку под флюсом целесообразно применять в горизонтальном положении длинномерных швов.
При сварке в защитных газов в зону сварочной дуги подается нейтральный газ, который защищает расплавленный и остывающий металл от окружающей атмосферы (аргон, гелий, СО2).








