 2015-03-20
2015-03-20 934
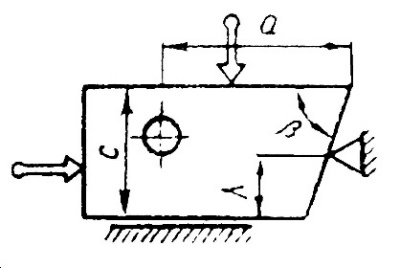
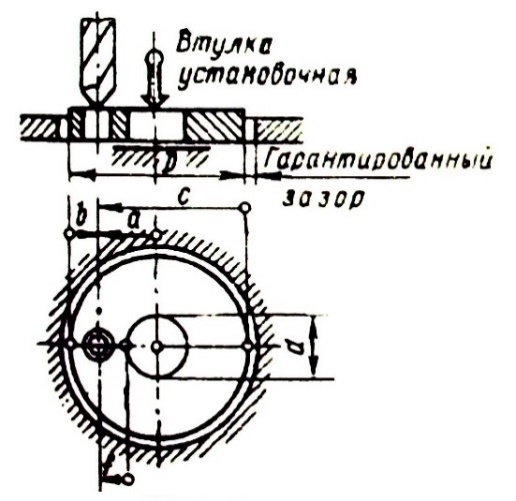
934Чтобы определить погрешность базирования, необходимо показать схему закрепления заготовки в приспособлении, указать размеры поверхности, за которую будет закрепляться заготовка, а также обрабатываемый размер. Расчет будет произведен правильно, если расчет погрешности базирования не будет превышать допуск на обрабатываемый размер.
 Зажимное устройство
Зажимное устройство
Обрабатываемые поверхности
| Упор |
 Основные установочные базы; опорные установочные поверхности
Основные установочные базы; опорные установочные поверхности
δа, δb, δc – допуски размеров а, b, c, …;
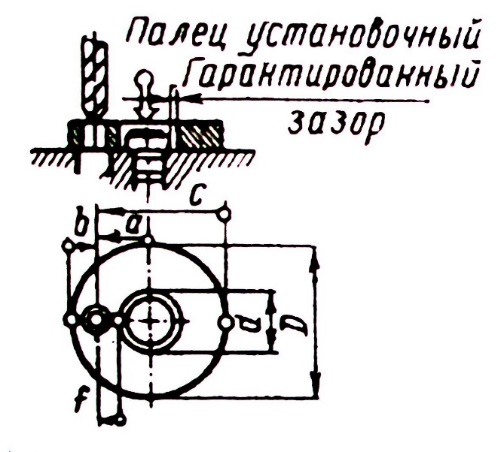
x – радиальное биение;
Smin – минимальный гарантированный зазор.
Таблица 2 «Погрешность базирования»
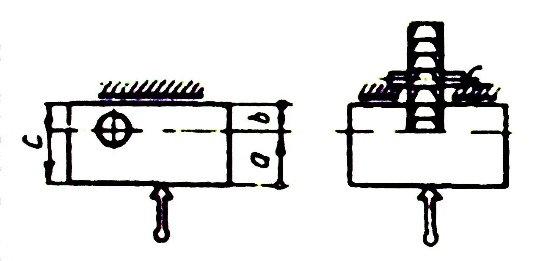
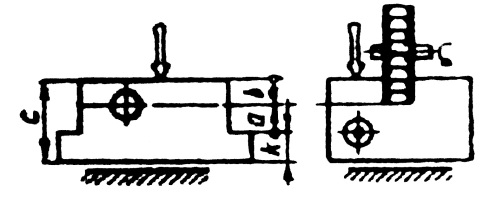
| Схема базирования | Погрешность базирования ε | |||
| р-р | наибольшая абсолютная величина | |||
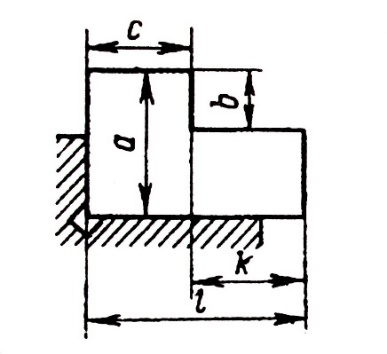
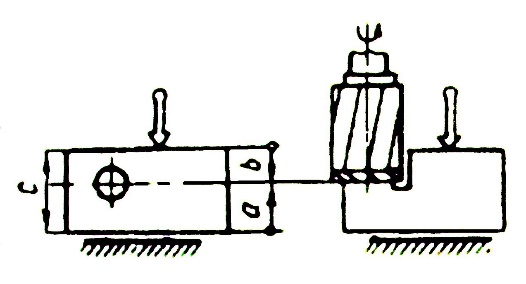 | а b | εa=0 εb=δc | ||
 | a b | εa= δc εb=0 | ||
 | a b | εa= δk εb= δc | ||
 | a | 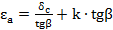 | ||
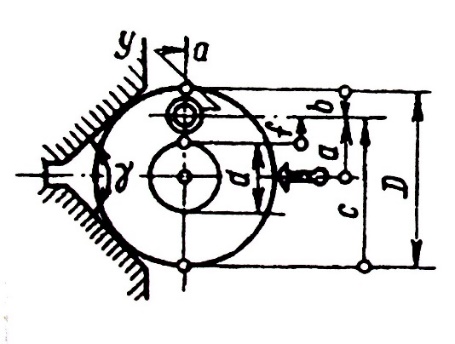
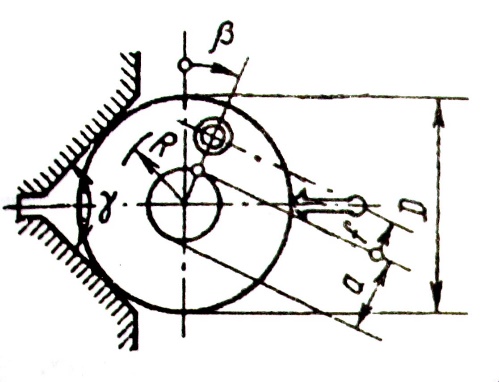
 | a b c f y | εa= 0
εf= δd/2+x εy= x | ||
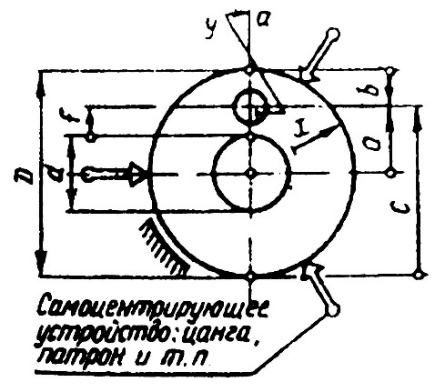
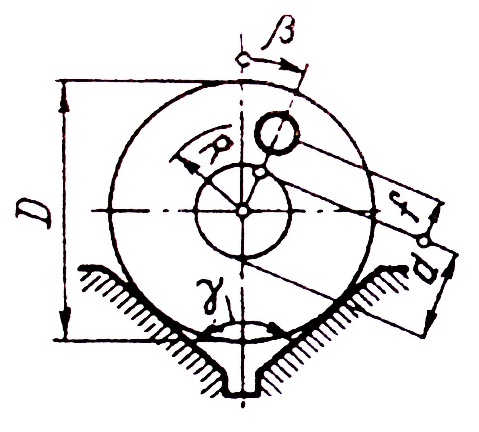
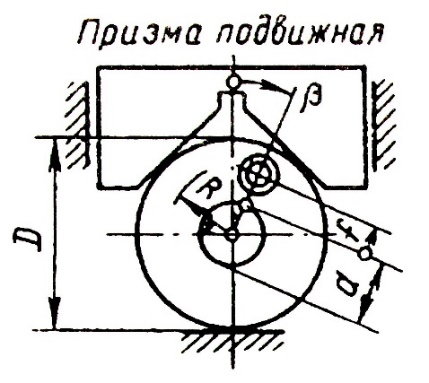
 | β R r |
εf= δd/2+x | ||
 | a b c f y |     εy= x εy= x | ||
 | β R f | 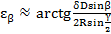  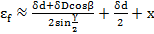 | ||
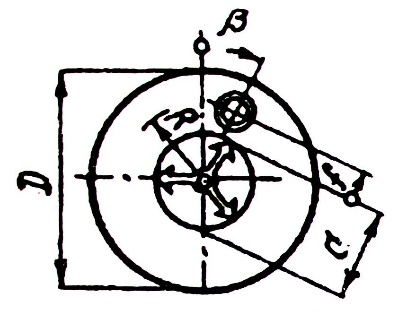
| β | Для других квадратов находят по формулам приведения | |||
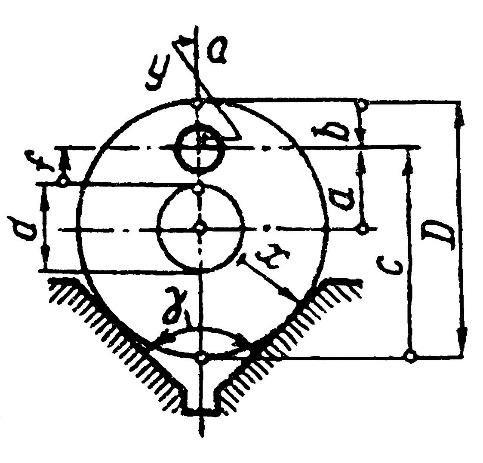
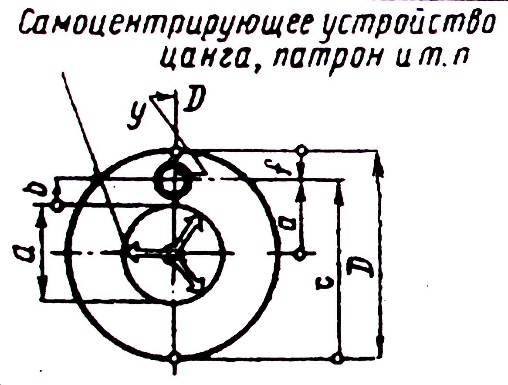
 | a b c f y | εa= δD/2 εb= δD εc= 0 εf= (δD+δd)/2+x εy= x | ||
 | β R f |    | ||
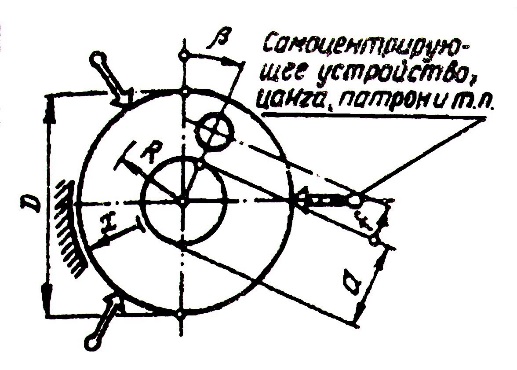
 | a b c f y | εa= 0
εf= δd/2+x
| ||
 | β R f | 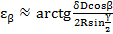  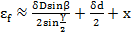 | ||
| β | Для других квадратов находят по формулам приведения | |||
 | a b c f |
εf= δd+ δD/2+x | ||
 | a f b c |
| ||
 | a b c f y | εa= 0 εb= δd/2
εy= x | ||
 | β R r |
εf= δD/2 | ||
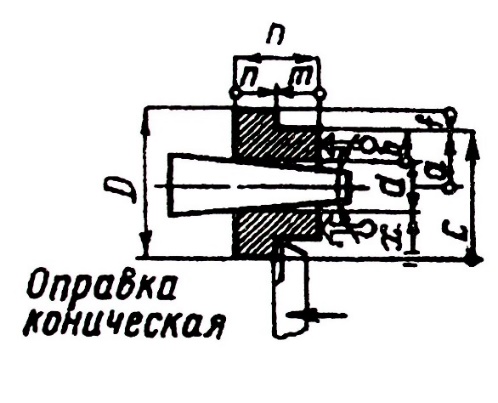 | a b f c n m | εa= 0 εb= δd/2
εn= δd/k εm= δd/2+δh | ||
| k= 2tg(γ/2) – конусность оправки | ||||
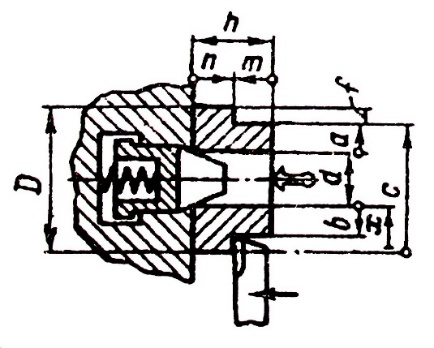 | a b f c n m | εa= 0 εb= δd/2
εn= 0 εm= δh | ||
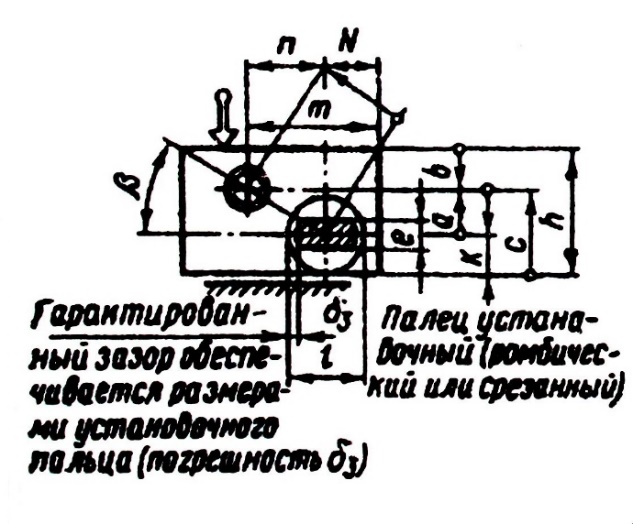 | a b c n m β L | εa= δk εb= δh εc= 0 εn= δd εm= δd+δN 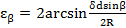 εm= δcosβ εm= δcosβ | ||
Ширина пальца  Где δky – допуск приспособления по размеру k Где δky – допуск приспособления по размеру k | ||||
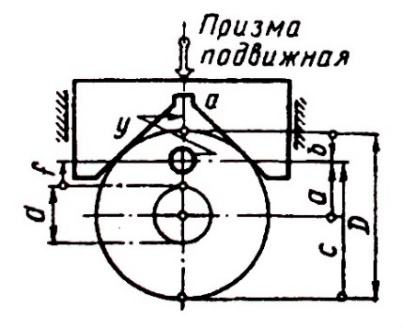
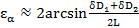
 | a n b c m α |
εb= δM+ δD1 εc= δk+ δD1 εm= δN+ δD1
| ||
Ширина пальца 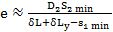 , где δLy – допуск приспособления по размеру L , где δLy – допуск приспособления по размеру L |

 | D d m n h | εD= 0 εd= 0 εm= 0 εn= δц εh= δц | |||
| δц – посадка центров | |||||
| Наибольший диаметр центрового гнезда, мм | 1; 2; 2,5 | 4; 5; | 7,5 | 12,5 | |
| Посадка центров δц, мм | 0,11 | 0,14 | 0,18 | 0,21 | 0,25 |
 | D d m n h | εD= 0 εd= 0 εm= 0 εn= 0 εh= 0 | |||
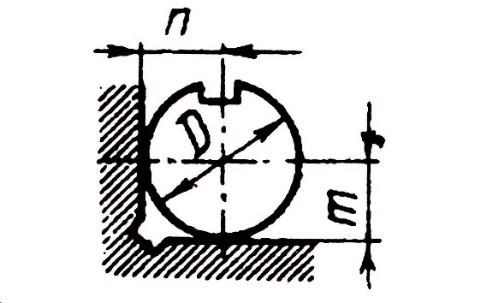 | n m | εn= δd/2 εm= 0 | |||
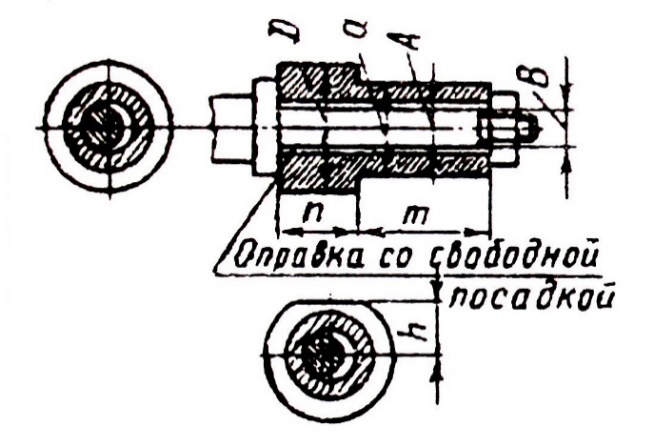 | D d h | εD= smin+δв+δА εd= smin+δв+δА εh= smin+δв+δА | |||
| При установке оправки на плавающий передний центр, в гильзу или патрон по упору | |||||
| n m | |||||
| При установке оправки на жесткий передний центр | |||||
| n m | δц | ||||
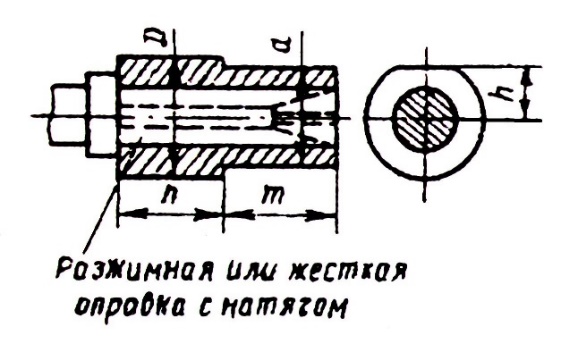 | D d h m n | εD= 0 εd= 0 εh= 0 εm= δn εn= 0 | |||
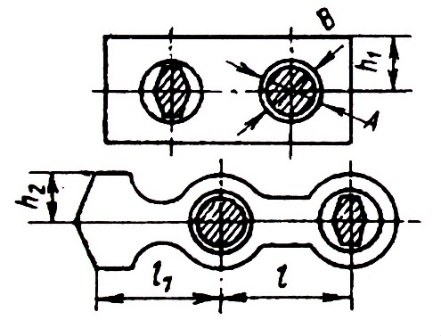 | h1 h2 | εh1= smin+δв+δА εh2= (smin+δв+δА)((2l1+l)/l) | |||
 | b k c | εb= δa εk= δ1 εc= 0 |








