 2015-04-08
2015-04-08 6591
6591Транспортно-загрузочные и складские системы ГПС
Загрузочно-разгрузочные устройства технологического оборудования относятся к операционному транспорту и могут быть смонтированы как непосредственно на станке (рисунок 12.1), так и в виде промышленных роботов над рабочей зоной (рисунки 12.2, 12.3, 12.4, 12.5, 12.6) и перед рабочей зоной (рисунки 12.7 — 12.10).
Общий вид автоматизированного загрузочно-разгрузочного устройства к станку МР315 показан на рисунке 12.1. Магазины-накопители заготовок 1 и обработанных деталей 2 (дисков, фланцев, шкивов) выполнены в виде наклонных желобов с боковыми направляющими планками. Магазины собираются из унифицированных секций, число которых зависит от необходимой вместимости накопителя. Движение заготовок или деталей по желобу магазина осуществляется под действием силы тяжести до упорных кронштейнов 3 и 4 в торцевой части. В позициях разгрузки и загрузки в боковых планках имеются окна, через которые заготовка или деталь могут быть сняты и установлены в магазин схватами 5 манипуляторов 6. Схваты выполнены в виде трехкулачковых зажимных механизмов с гидроцилиндрами и зубчато-реечными передачами.
Промышленные роботы применяются для обслуживания технологического оборудования при обработке деталей типа тел вращения или призматических деталей с массой до 20 кг. В некоторых случаях промышленные роботы используют в комплексах, обрабатывающих корпусные детали с массой более 20 кг.
Технический уровень промышленных роботов определяется грузоподъемностью, видом управления (цикловым, позиционным, контурным), способом программирования (по упорам, обучением, аналитическим), емкостью памяти системы управления, типом привода (пневматическим, гидравлическим, электромеханическим, электрогидравлическим), количеством степеней подвижности и скоростью перемещений.
По типу основных координатных перемещений применяемые в ГПС промышленные роботы делятся на следующие группы: работающие в плоской прямоугольной системе координат, т. е. портальные или монтируемые на передней бабке токарного станка, предназначенные для работы в комплексе с одним станком (рисунки 12.2; 12.3; таблица 12.1); портальные с коленно-рычажной конструкцией манипулятора, работающие в ангулярной цилиндрической системе координат (рисунки 12.4 — 12.6; таблица 12.2); работающие в цилиндрической системе координат (рисунки 12.8, 12.9, таблица 12.3); универсального типа, работающие в сферической (или ангулярной сферической) системе координат (рисунок 12.10; таблица 12.4).
В качестве вспомогательного оборудования, компонуемого с промышленными роботами, используются тактовые столы, магазины-накопители и тактовые транспортеры. Тактовые столы (рисунок 12.11) предназначены для транспортирования деталей в зону захвата робота. Заготовку устанавливают непосредственно на пластину стола или на спутники.
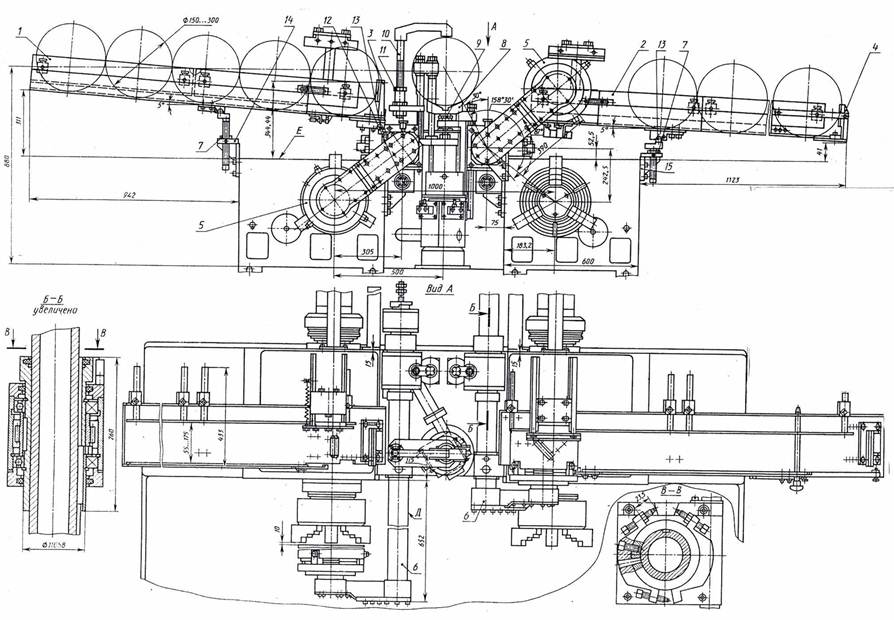
Рисунок 12.1 — Автоматизированное загрузочно-разгрузочное устройство с механизмом
кантователя к станку МР315
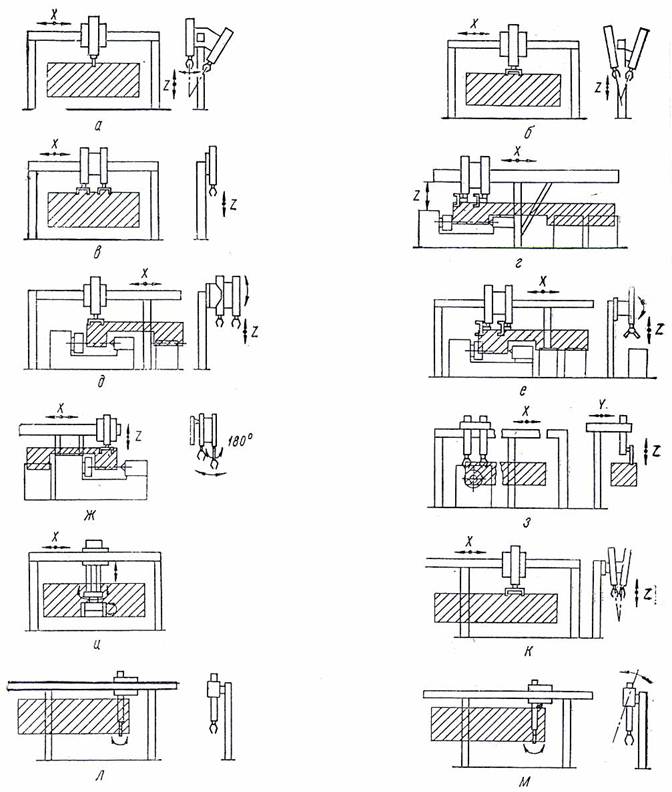
Рисунок 12.2 — Схемы промышленных роботов моделей: а — М-21; б — М63-34 и
М40П.08.01; в — М63-64; г — МА80Ц05.15; д — МА80Ц49.01;
е — МА80Ц49.25; ж — СМ80Ц48.11, СМ80Ц48.15; з — РТП-25;
и — МР 2Р2; к — М63-02; л — МА80Ц2505; м — МА80Ц4817 с плоской
прямоугольной системой координат
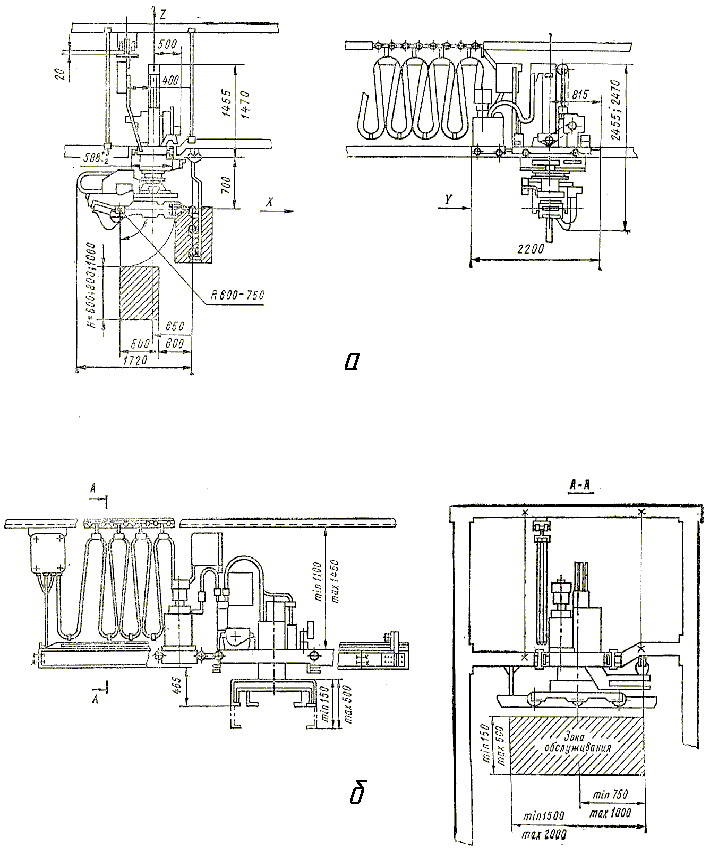
Рисунок 12.3 — Подвесные транспортные роботы: а — МАК-1-50АМ; б — МАК-2-320
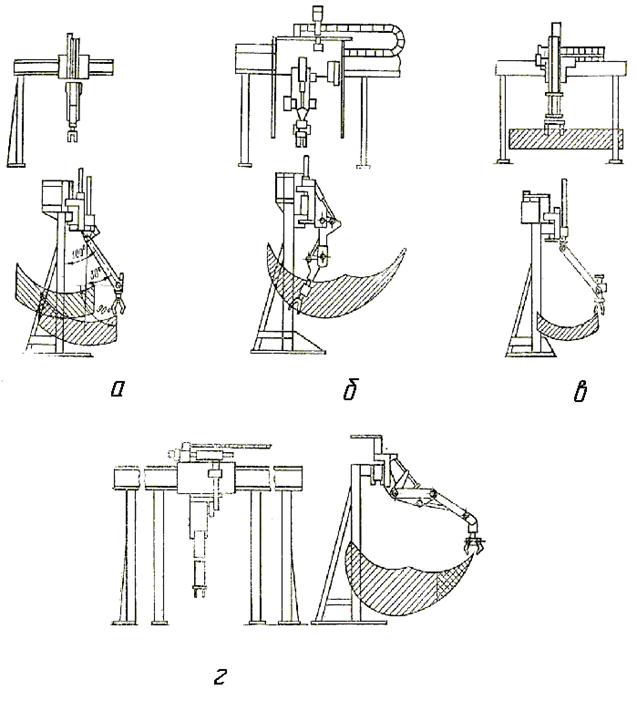
Рисунок 12.4 — Схемы портальных примышленных роботов: а — М40П.05.02; б —
СМ40Ф2.80.01; в — МА160П.51.01; г — УМ160Ф2.81.01, УМ160 с
коленно-рычажной конструкцией манипулятора.
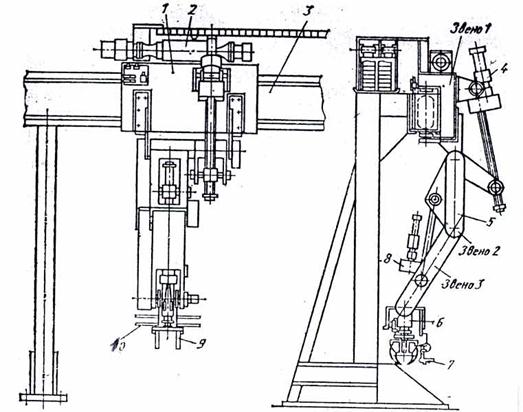
Рисунок 12.5 — Промышленный робот М16Ф280.01: 1 — каретка; 2 — привод каретки;
3 — опорная система; 4 — привод плеча; 5 — рука; 6 - головка; 7 — поисковый
датчик; 8 — привод локтя; 9 — захватное устройство; 10 — защитное устройство
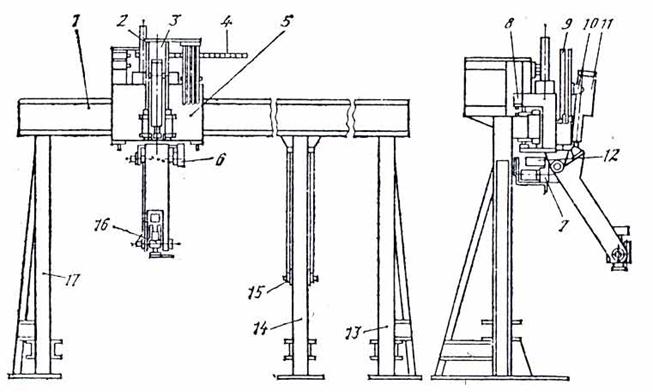
Рисунок 12.6 — Промышленный робот М40П05.01: 1 — монорельс; 2 — привод каретки;
3 — ползун; 4 — цепь энергоподвода; 5 — каретка; 6 — рука; 7 — привод
качания головки; 8 — блок упора; 9 — привод ползуна; 10 — кронштейн
привода руки; 11 — привод качания руки; 12 — фиксатор; 13, 14, 17 — колонны;
15 — устройство блокировки; 16 — головка
|
|
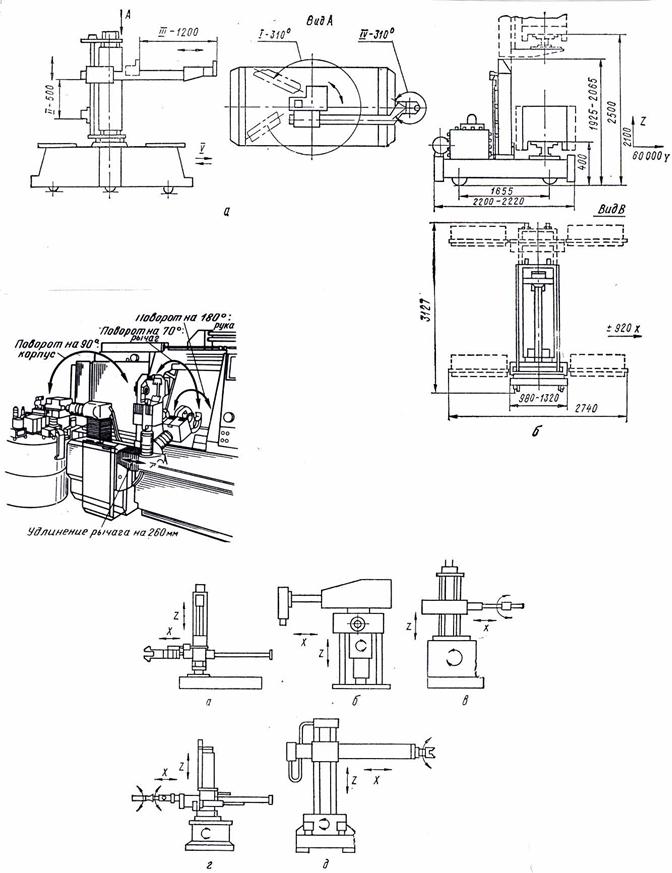
Рисунок 12.9 — Схемы промышленных роботов: а — МR10/Р; б — РМ-104; в — М20П.40.01;
г — IR5-15; д —PRAM-01 с цилиндрической системой координат
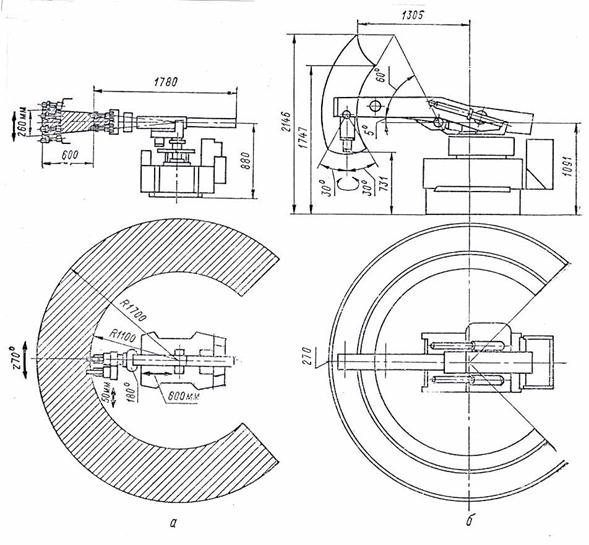
Рисунок 12.10 — Схемы промышленных роботов: а — Р505Б; б — РR030D и PR030F
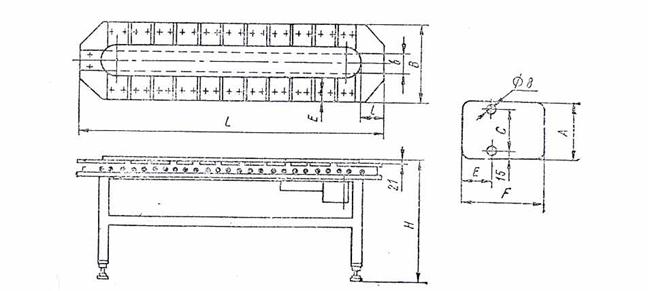
Рисунок 12.11 — Тактовый стол
| Параметры | М-21 | М63-34 (Чехия) | М40П.08.01 | М63-64 (Чехия) | МА80Ц05.15 | МА80Ц49.01 | МА80Ц49.25 | СМ80Ц48.11 | СМ80Ц48.15 | РТП-25 | IR2P 2 (Чехия) | М63-02 (Чехия) | МА80Ц2505 | МА80Ц4817 |
| Грузоподъемность на одну руку, кг | 15-20 | 80-160 | ||||||||||||
| Число степеней подвижности | ||||||||||||||
| Погрешность позиционирования рабочего органа, мм | ±0,5 | ±0,5 | ±0,5 | ±0,5 | ±1,0 | ±1,0 | ±1,0 | ±1,5 | ±1,5 | ±0,5 | ±0,5 | ±1 | ±0,25 | ±0,5 |
| Число манипуляторов | 1∕2 | 1∕2 | 1∕2 | |||||||||||
| Линейные перемещения по осям, мм: | ||||||||||||||
| X | ||||||||||||||
| Z | ||||||||||||||
| Число программируемых координат | ||||||||||||||
| Число одновременно управляемых движений по степеням подвижности | ||||||||||||||
| Число команд в программе | _ | |||||||||||||
| Емкость памяти, кбайт | ─ | ─ | ─ | ─ | ─ | ─ | ─ | ─ | ||||||
| Число каналов связи с внешним оборудованием: | ||||||||||||||
| на вход | ||||||||||||||
| на выход | ||||||||||||||
| Средняя наработка на отказ, ч | ─ | ─ | ─ | ─ | ||||||||||
| Потребляемая мощность, кВт | 1,5 | 4,5 | 5,6 | 3,4 | 3,8 | 3,8 | 2,5 | 2,3 | 10,1 | 5,1 | 4,1 | 4,1 | ||
| Габаритные размеры, мм | 6000´ ´630´ ´1230 | 6860´ ´1000´ ´3000 | 6200´ ´4700´ ´3500 | 7200´ ´650´ ´4000 | 4000´ ´1050´ ´1505 | 5700´ ´1850´ ´2800 | 5700´ ´1450´ ´3500 | 6230´ ´3760´ ´1230 | 2740´ ´1470´ ´870 | 1740´ ´580´ ´1730 | 8000х х1000х х4000 | 7000х х3560х х1230 | 6300х х1300х х3450 | 63300х х1300х х3450 |
| Масса, кг |
Таблица 12.1 — Технические характеристики роботов с плоской прямоугольной системой координат
Таблица 12.2 — Технические характеристики портальных роботов с коленно-рычажной
конструкцией манипулятора
| Параметры | М40П.05.02 | СМ40Ф2.80.01 | УМ160 (Чехия) | МА160П.51.01 | УМ160Ф2.81.01 |
| Грузоподъемность, кг | |||||
| Погрешность позиционирования рабочего органа, мм | ±0,5 | ±1,5 | ±1,5 | ±1,5 | ±1,5 |
| Число степеней подвижности | |||||
| Линейные перемещения по оси Х, мм | |||||
| Скорость линейных перемещений по оси Х, м/с | - | 0,8 | - | - | 1,2 |
| Число программируемых координат | - | ||||
| Число каналов связи с внешним оборудованием: на вход на выход | 15´4 | ||||
| Габаритные размеры, мм | 12240´2140´ ´3600 | 12050´3400´ ´4000 | 18000´2300´ ´4288 | 18000´4830´ ´2993 | 18000´3300´ ´3900 |
| Масса, кг |
Таблица 12.3 — Технические характеристики промышленных роботов с цилиндрической системой
координат
| Параметры | MR10/P | PM-104 | М20П.40.01 | IR5-15 | PRAM-01 |
| Грузоподъемность, кг | 1,0 | 20,0 | 20,5 | ||
| Погрешность позиционирования, мм | ±0,3 | ±0,5 | ±1,0 | ±0,5 | ±5 |
| Число степеней подвижности | |||||
| Число манипуляторов | |||||
| Линейные перемещения по осям, мм: Y Z | |||||
| Скорость линейных перемещений, м/мин | 0,3-0,6 | 2,0 | 1,0 | 0,5 | 1,0 |
| Угловые перемещения, град | |||||
| Скорость угловых перемещений, град/с | 0,06 | ||||
| Число программируемых координат | |||||
| Число одновременно управляемых движений по степеням подвижности | |||||
| Емкость памяти, кбайт | 200 шагов | ||||
| Число каналов связи с внешним оборудованием: на вход на выход | |||||
| Способ программирования | 0,А | ||||
| Средняя наработка на отказ, ч | - | - | |||
| Потребляемая мощность, кВт | 0,3 | 3,0 | 2,0 | 5,0 | 2,0 |
| Габаритные размеры, мм | 800´300´ ´885 | 830´310´ ´740 | 1650´700´ ´2230 | 2500´925´ ´2250 | 2685´950´ ´2285 |
| Масса, кг |
Таблица 12.4 — Технические характеристики промышленных роботов со сферической
системой координат
| Параметры | М10П.62.01 | Р505Б | PRO30D, PRO30F |
| Грузоподъемность, кг на один захват | |||
| Погрешность позиционирования рабочего органа, мм | ±0,5 | ±0,5 | ±0,4 |
| Число степеней подвижности | |||
| Количество захватов | 1;2 | ||
| Число программируемых координат | |||
| Емкость памяти, Кбайт | |||
| Число команд в программе | 300…1500 | ||
| Число каналов связи с внешним оборудованием: на вход на выход | |||
| Средняя наработка на отказ, ч | |||
| Потребляемая мощность, кВт | 2,0 | 0,5 | 10,0 |
| Габаритные размеры, мм | 920´370´835 | 1780´880´1400 | 2700´900´1400 |
| Масса, кг |

