 2015-04-12
2015-04-12 651
651Коррекция перемещений (адрес L) служит для изменения траектории движения инструмента и для приведения вершин режущих лезвий всех инструментов, закрепленных в резцовой головке, к одной точке в пространстве при: выборе инструмента по программе, при износе или установке новых инструментов.
Величины коррекций для каждого инструмента набираются вручную при наладке станка на декадных переключателях УЧПУ. Эти величины считываются в кадрах, содержащих адрес L и суммируются с содержащейся в кадре геометрической информации.
Система позволяет задавать смещение (коррекцию) инструмента по одной из осей (X или Z) или одновременно по двум осям. 16
|
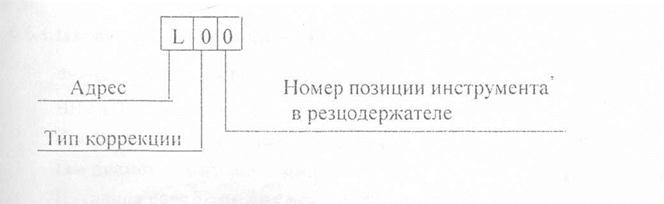
После адреса L следуют две цифры: первая цифра определяет тип коррекции, вторая - номер позиции инструмента в резцедержателе.
Типы коррекций: 1 - по оси X, 2 - по оси Z,. 3 - по осям X и Z.
Минимальная величина коррекции по оси X - 0,005мм, по оси Z - 0,01 мм (одна дискрета).
Максимальная величина коррекции - "+" или "-" 9999дискрет.
Например: L21 - смещение инструмента из первой позиции в резцедержателе по оси Z.








