 2015-04-12
2015-04-12 408
408Метод включает в себя:
- электрохимическое полирование металлов;
- анодно-химическая обработка металлов.
Метод основан на явлениях, связанных с прохождением электрического тока через растворы электролитов. Метод позволяет очищать поверхности обрабатываемой металлической детали от оксидных плёнок, ржавчины, жировых плёнок и др. загрязнений, а также сглаживать, доводить, шлифовать и полировать поверхности заготовок.
В процессе электрохимического полирования при анодном растворении металла заготовки, на поверхности заготовки образуется вязкая плёнка солей, защищающих микровпадины полируемой поверхности от действия электрического тока, но не препятствуют растворению выступов. Интенсивность линейного съёма металла составляет 3…10 мкм/мин, длительность процесса 4….10 мин. Достижимая точность обработки – в пределах 7…8 квалитетов, шероховатость поверхности заготовки – в пределах  = 1,600…0,025 мкм.
= 1,600…0,025 мкм.
Используя эффект концентрации электрического тока на острых кромках деталей можно использовать этот эффект для заточки лезвий инструментов.
На рис. 21.1 показана схема прошивания отверстия электрохимическим
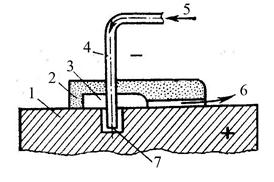
Рис. 21.1. Схема электрохимического прошивания отверстия
методом. Если между торцом латунной трубки 4 (катода) и поверхность обрабатываемой заготовки 1 (анода) создать локальную электролизную ванну 3, то можно осуществить анодное растворение участка, ограниченного трубкой, то есть осуществить прошивание отверстии 7 (2 – прижим; 5 – подвод электролита; 6 – возврат электролита). Прошивание протекает при интенсивном съёме металла (500…2000 мкм/мин) и обеспечивает шероховатость поверхности отверстия в пределах = 3,2…0,8 мкм.
Таким методом можно получать изделия любой сложной конфигурации.








