 2015-04-12
2015-04-12 3616
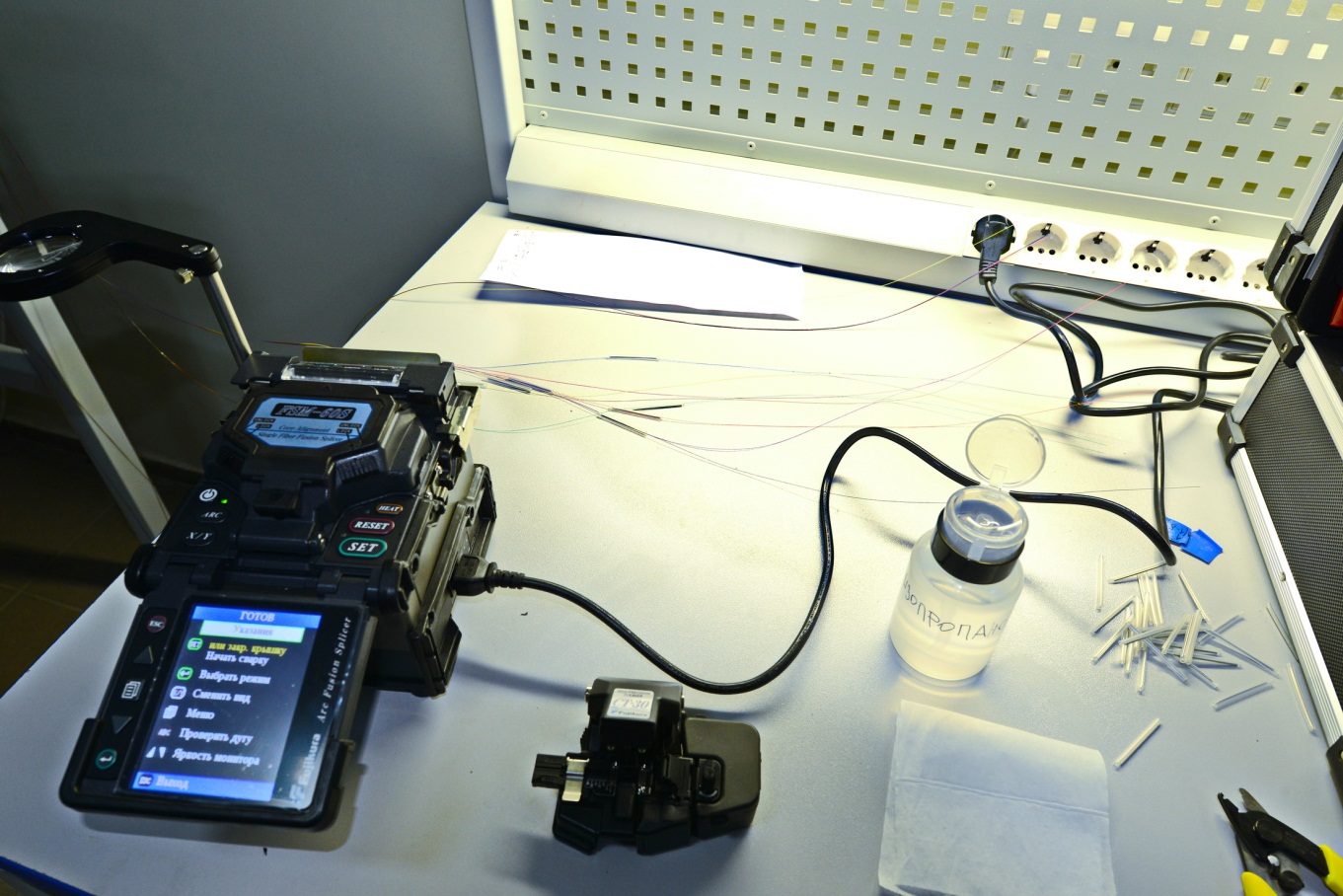
3616Тщательно протереть изопропиловым спиртом слипшиеся волокна и расправить их. Выправить и выложить на стол по одному соответствующему модулю из каждого кабеля. Надеть защитные гильзы КДЗС-4525 на каждое волокно (8 шт). Организовать рабочее место, выставить спирт в дозаторе, подготовить чистую салфетку, достать щипцы для снятия лака с волокон, включить сварочный аппарат, по необходимости надеть налобный фонарь. Сварка волокон выполняется без перчаток, они будут мешать. Волокна в данной работе свариваются цвет в цвет.
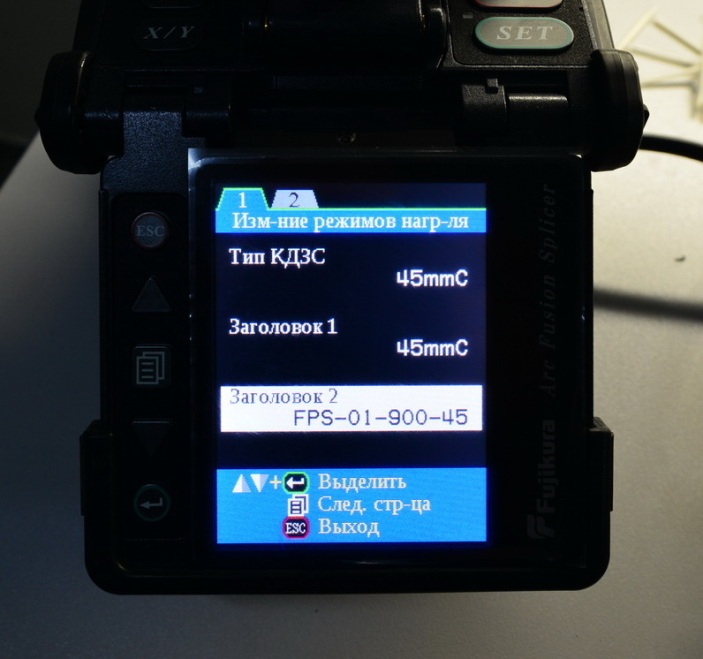
Включить сварочный аппарат. Выставить настройки режимов нагрева печки как на рисунке.

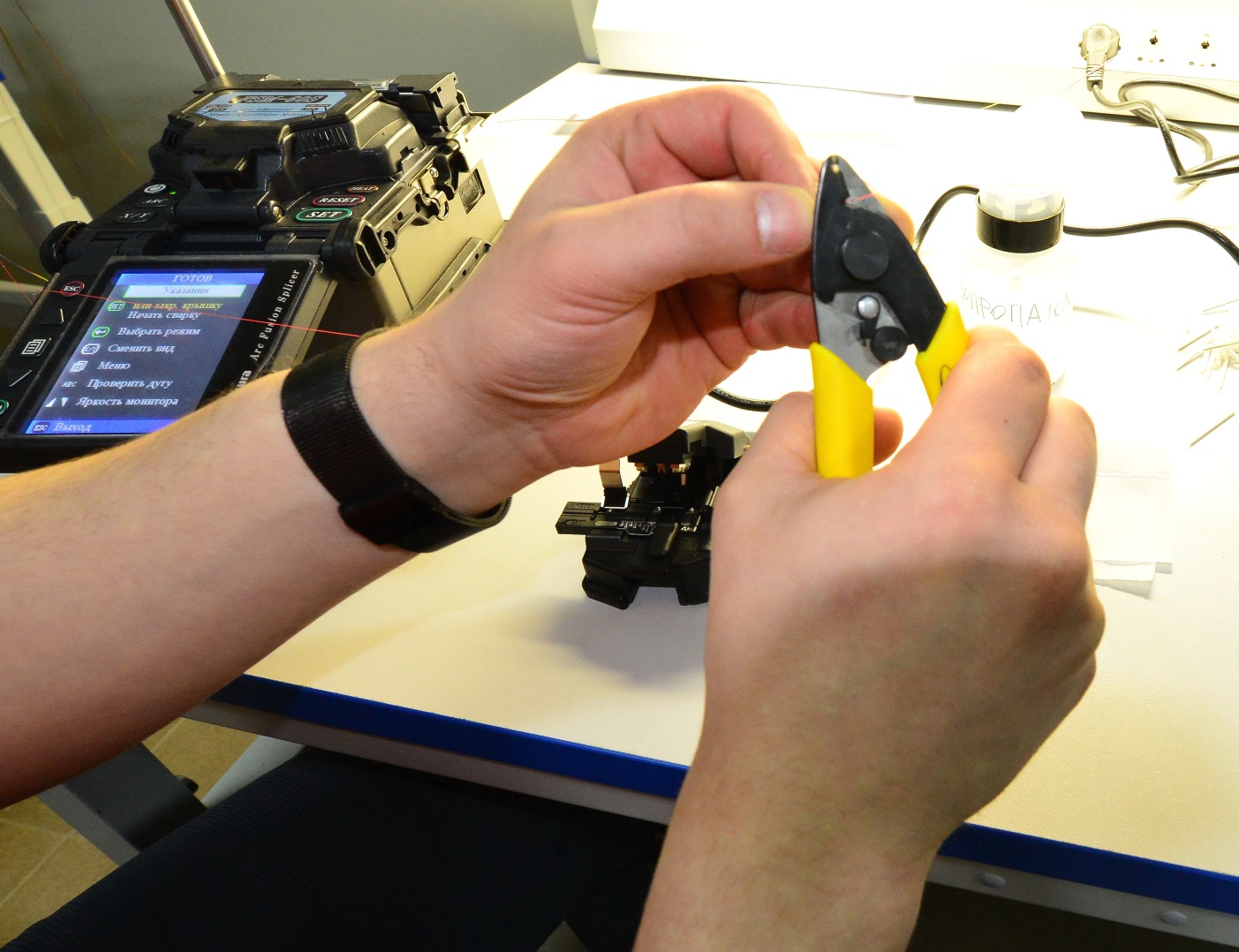
Перед установкой в сварочный аппарат волокна зачищаются и скалываются. Зачистка производится соответствующими щипцами в нижнем меньшем отверстии щипцов. Волокно зажимается в отверстии, нажатие необходимо контролировать, чтобы не перекусить его. Очищается примерно 4-5 см волокна, длина очистки подбирается так, чтобы при скалывании на нужном расстоянии волокно попадало на обе опоры/зажимы скалывателя. Щипцы протягивают под некоторым углом к волокну один-два раза, чтобы снять лак, допускается оставить его немногочисленные накрапления. Если волокно не удерживается в руке, его можно очень аккуратно намотать на ладонь (не на палец, нельзя допускать значительных его изгибов). Остатки лака с щипцов обязательно сдувают.
Потом волокно необходимо окончательно очистить салфеткой, смоченной в изопропиловом спирте. Обычно салфетку используют несколько раз и раза два смачивают.

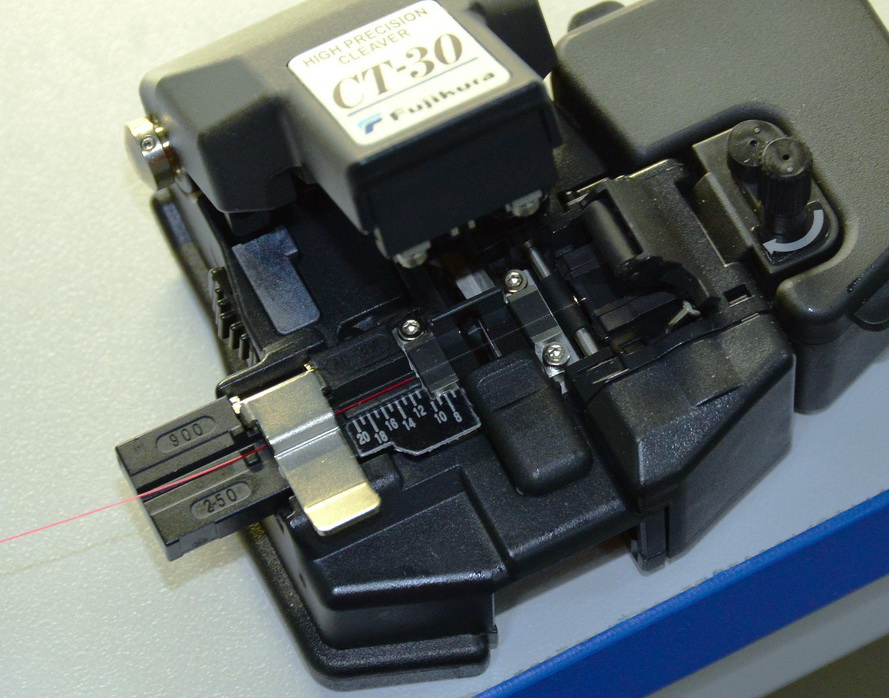
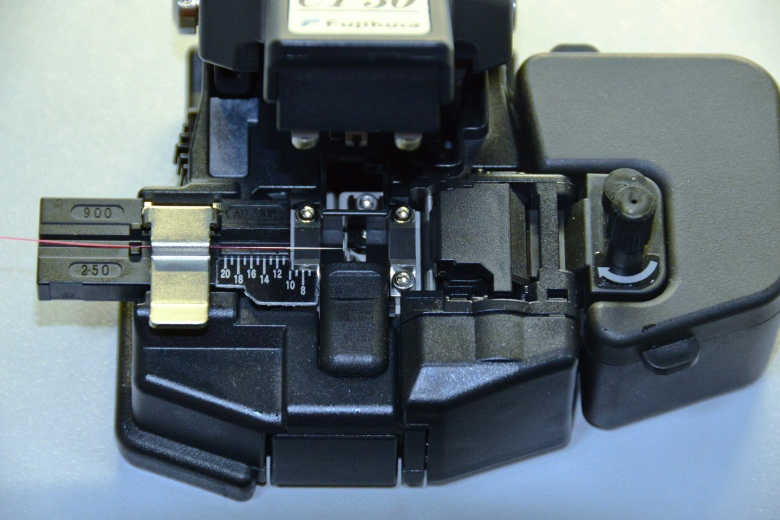
Затем волокно устанавливают в скалыватель в канавку, соответствующую диаметру защитного покрытия, кончик лака для гильзы 45 мм устанавливают на отметке 10-12 мм. Волокно должно быть строго перпендикулярным направлению прохода ножа и лежать на обеих опорах.
Нажимают на крышку скалывателя. Сдувают, закрывая глаза, или убирают пинцетом отколотый кусочек волокна.

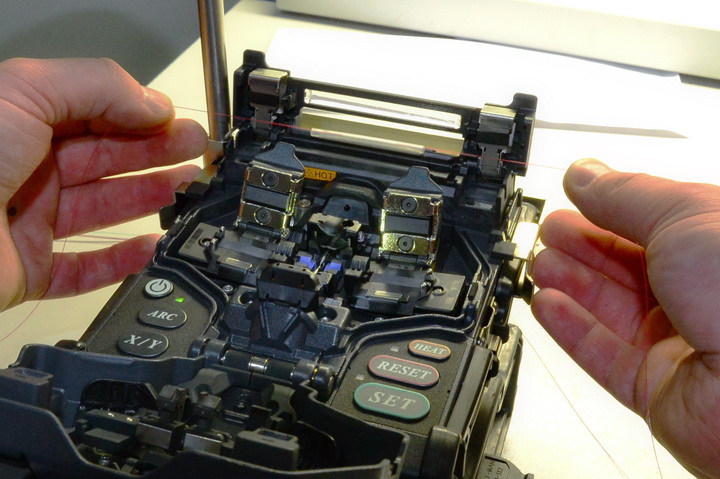
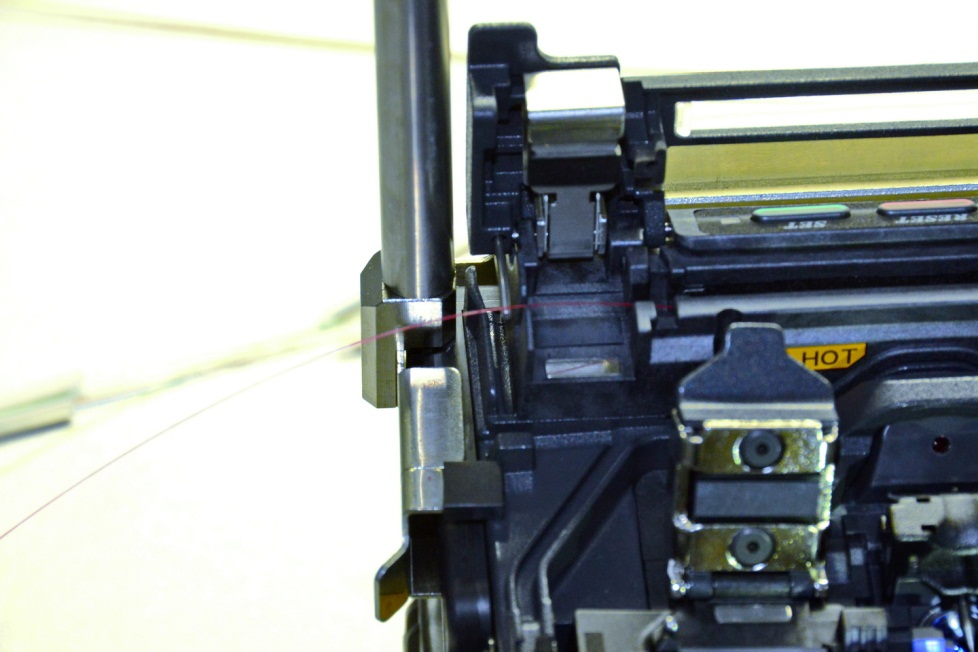
Сколотое волокно устанавливают в рабочий фиксатор сварочного аппарата так, чтобы его кончик едва не доставал до линии дуговых электродов. В любом случае аппарат в последствие сам подвинет и выровняет волокно. То же проделывают со вторым волокном.
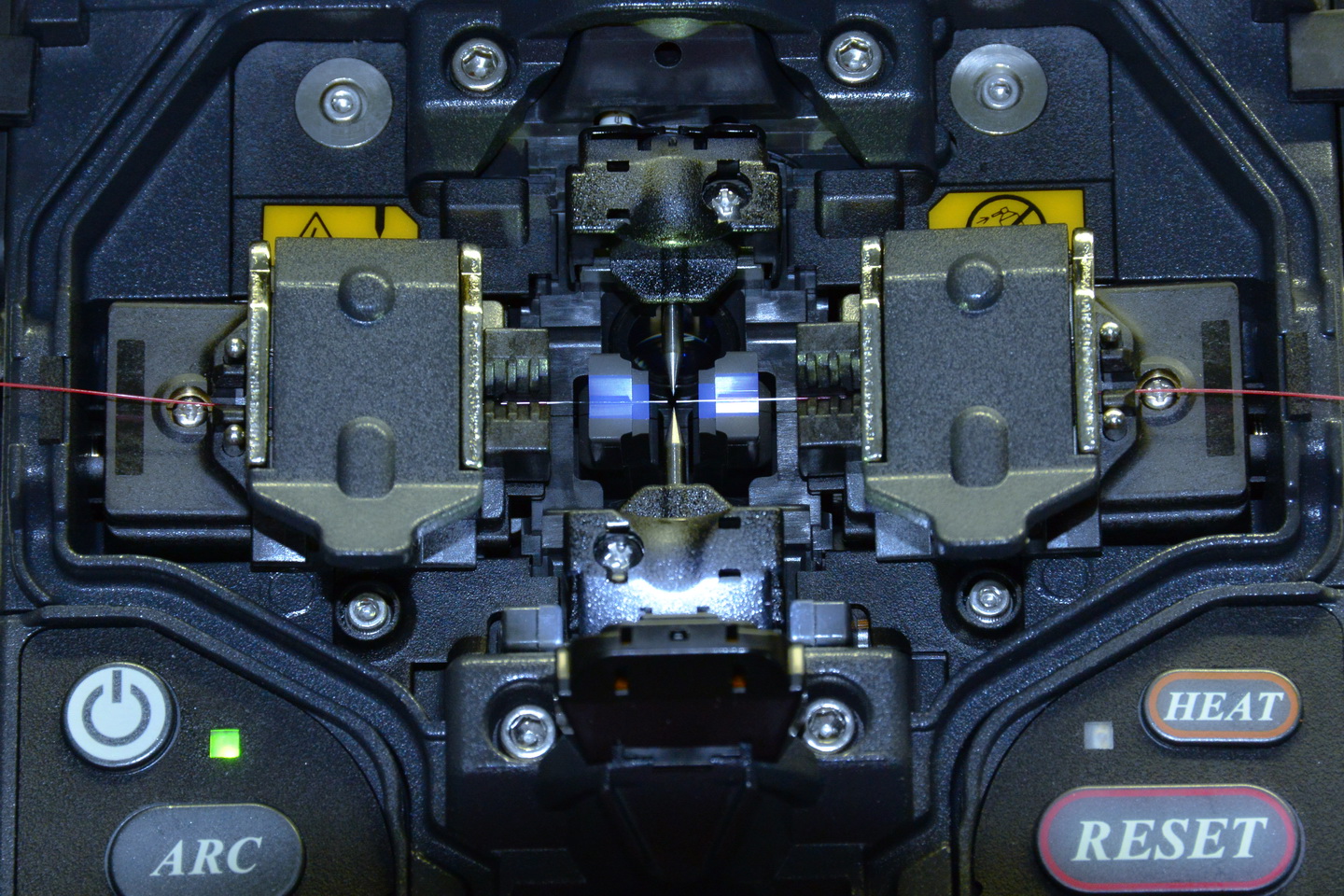
Закрывают крышку. Далее в автоматическом режиме сварочный аппарат выполняет юстировку, выравнивание, сварку волокна в дуговом разряде, приблизительную оценку затухания стыка (сварки более 0,02 дБ переделываются) и тест на разрыв (400 грамм-силы).
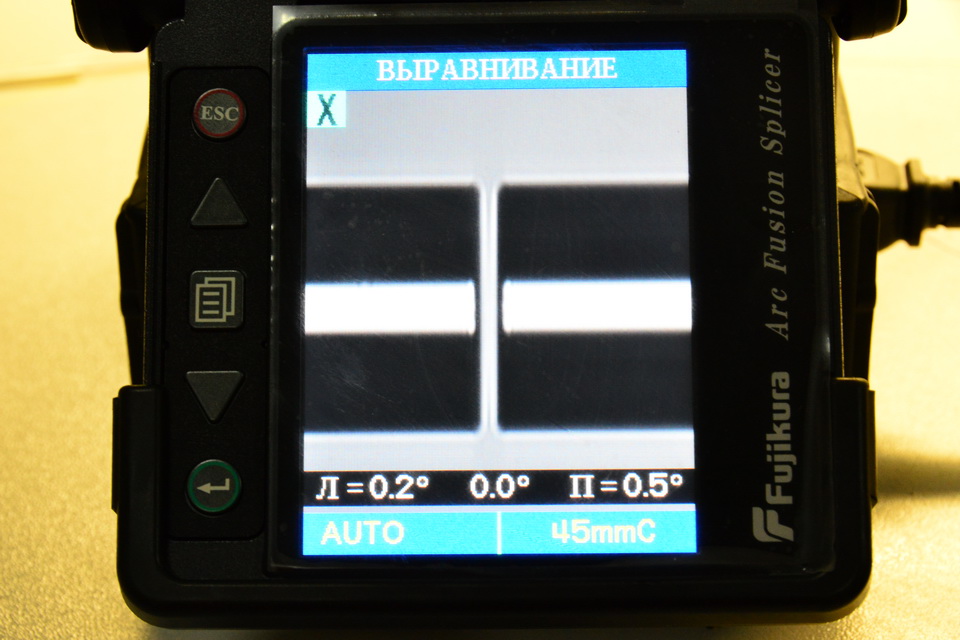
Аппарат визуализирует торцы волокон в двух плоскостях. Удовлетворяют сварке только ровные сколы (как на рисунке), допускается сварить волокна со сколами, имеющими лишь очень незначительные нарушения. Если скол плохой, его надо повторить. Кнопка «Reset» останавливает процесс выравнивания. Если оценочное затухание больше 0,02 дБ, если наблюдается несоосность сердцевин или затемнение на месте сварки – место сварки необходимо сломать и повторить всю процедуру заново. Аппарат визуализирует результат сварки.


Необходимо подвести гильзу к аппарату, открыть крышку, после чего аппарат проводит тест на разрыв, дождаться окончания теста, открыть фиксаторы и достать волокно.

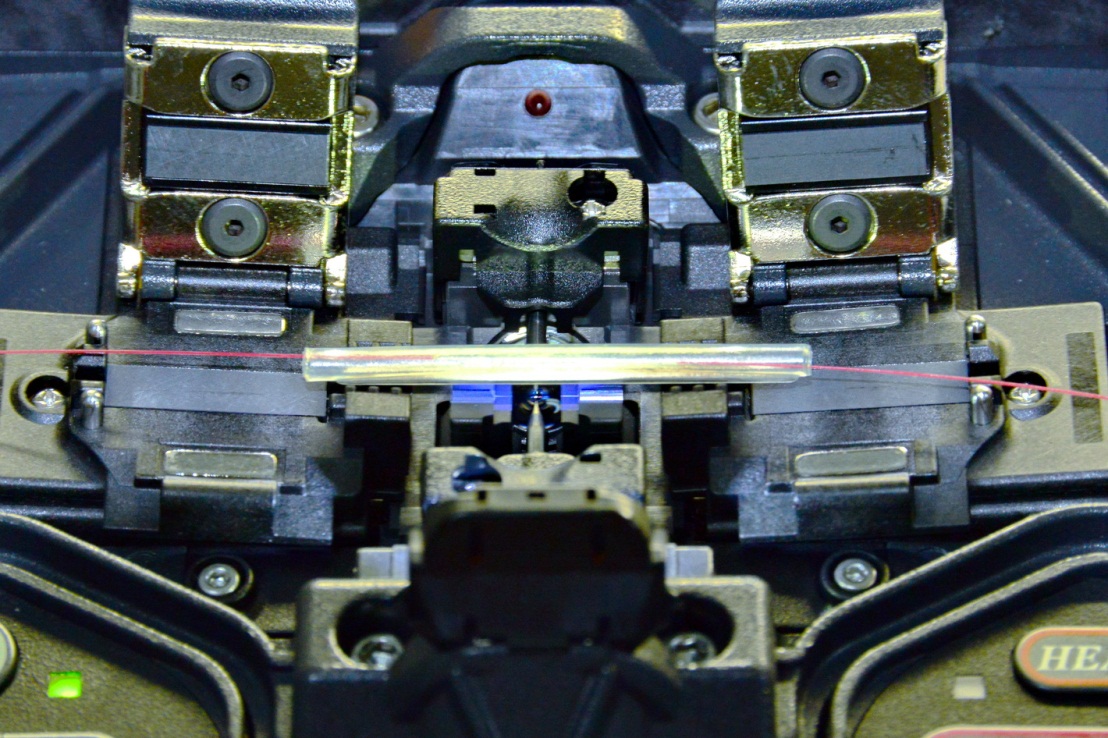
Затем гильзу надвигают на место сварки так, чтобы защитный лак с каждой стороны заходил в гильзу на одинаковое расстояние. Стык аккуратно помещают в печку посередине, не допуская того, чтобы гильза съехала. Надавливая волокном на рычажок слева печки, закрывают ее.
Печка работает в течение 40 с (это изменяемый параметр), после окончания раздается длительный звуковой сигнал. Теперь стык можно достать и положить в лоток для остывания. Горячую гильзу укладывать в кассету нельзя. В принципе волокно из печки можно не доставать, оно остынет и там. У правильно усаженной гильзы не топорщатся края, плавкая внутренняя трубка гильзы везде расплавилась и приклеилась к волокну, гильза не перекручена.

Параллельно подготавливается и сваривается второе волокно. Процесс повторяется с учетом удобной выкладки готовых стыков на рабочем столе, чтобы они не спутались, не мешали. Организация сварочного процесса ложится целиком и полностью на монтажника.
После сварки первого модуля его необходимо уложить в сплайс-кассету. Можно начать укладку после сварки всех модулей. Или производить ее для каждого отдельного волокна, но на это уйдет много времени.
Жесткого алгоритма укладки не существует. Каждый монтажник выполняет ее по-своему. При этом учитывается, что поправлять укладку, если волокна оказалось много или мало удобнее со стороны стыка, а не стороны входа модуля в кассету, поэтому укладку лучше производить к стыку, но не обязательно. Стыки в гильзах укладываются в соответствие с номерами ОВ. Путь укладки определен конструкцией кассеты – направляющими лапками. Волокна выкладываются по крайнему периметру, примыкая к стенкам. Поправляя волокна, используют пинцет и/или нейлоновую стяжку. Сильно зажимать пинцетом волокна не рекомендуется.
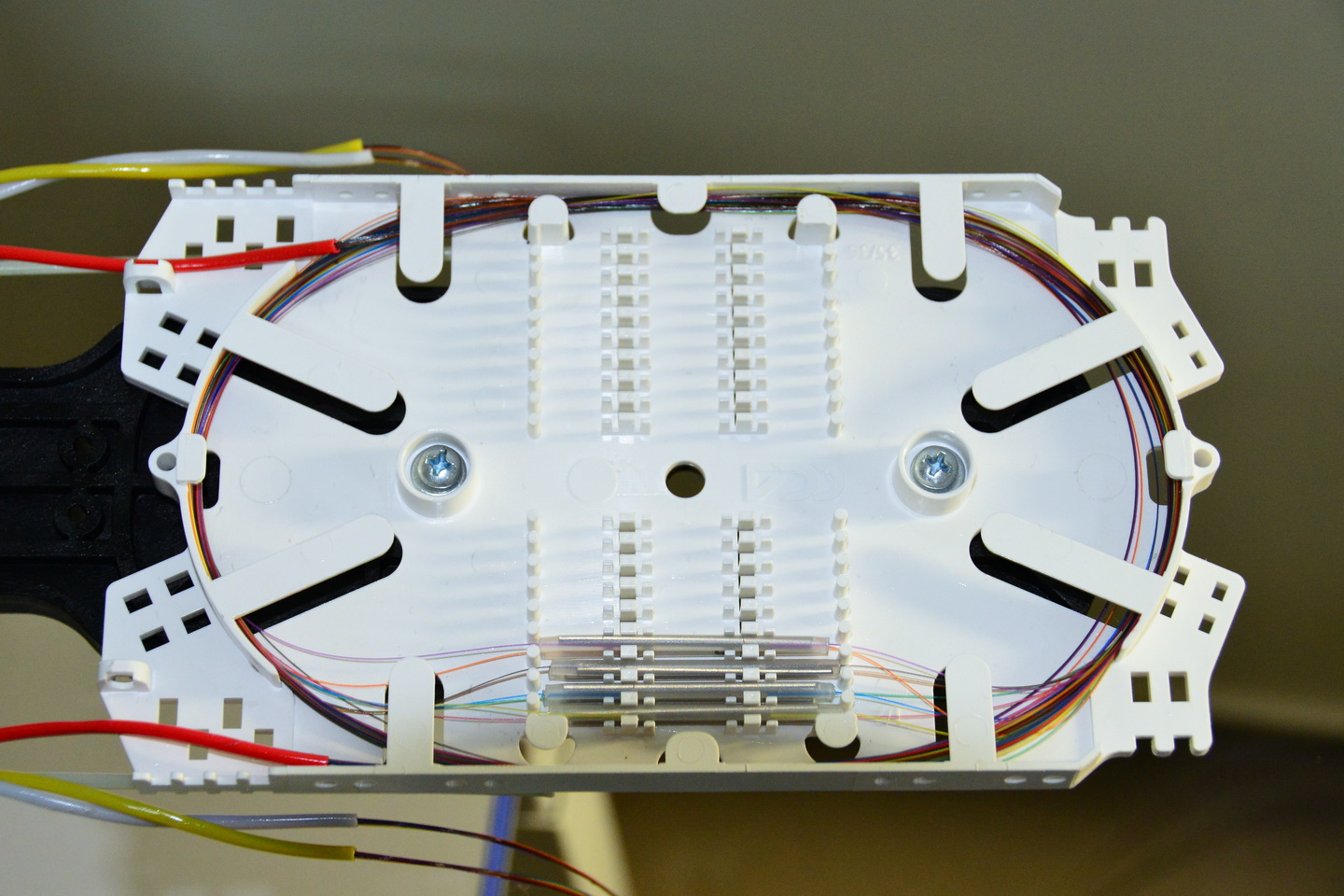
Человеческий фактор не исключает ошибки и оплошности, приводящие к укорочению отмеренного для укладки волокна. Поэтому в крайних случаях допускается уложить волокна, немного отступая от правильного пути, но не меньше, чем два витка по кассете. При этом необходимо учесть все требования по изгибу, сдавливанию и проч. На следующем рисунке один модуль сделан немного короче остальных и его третий виток пущен по нестандартному пути.
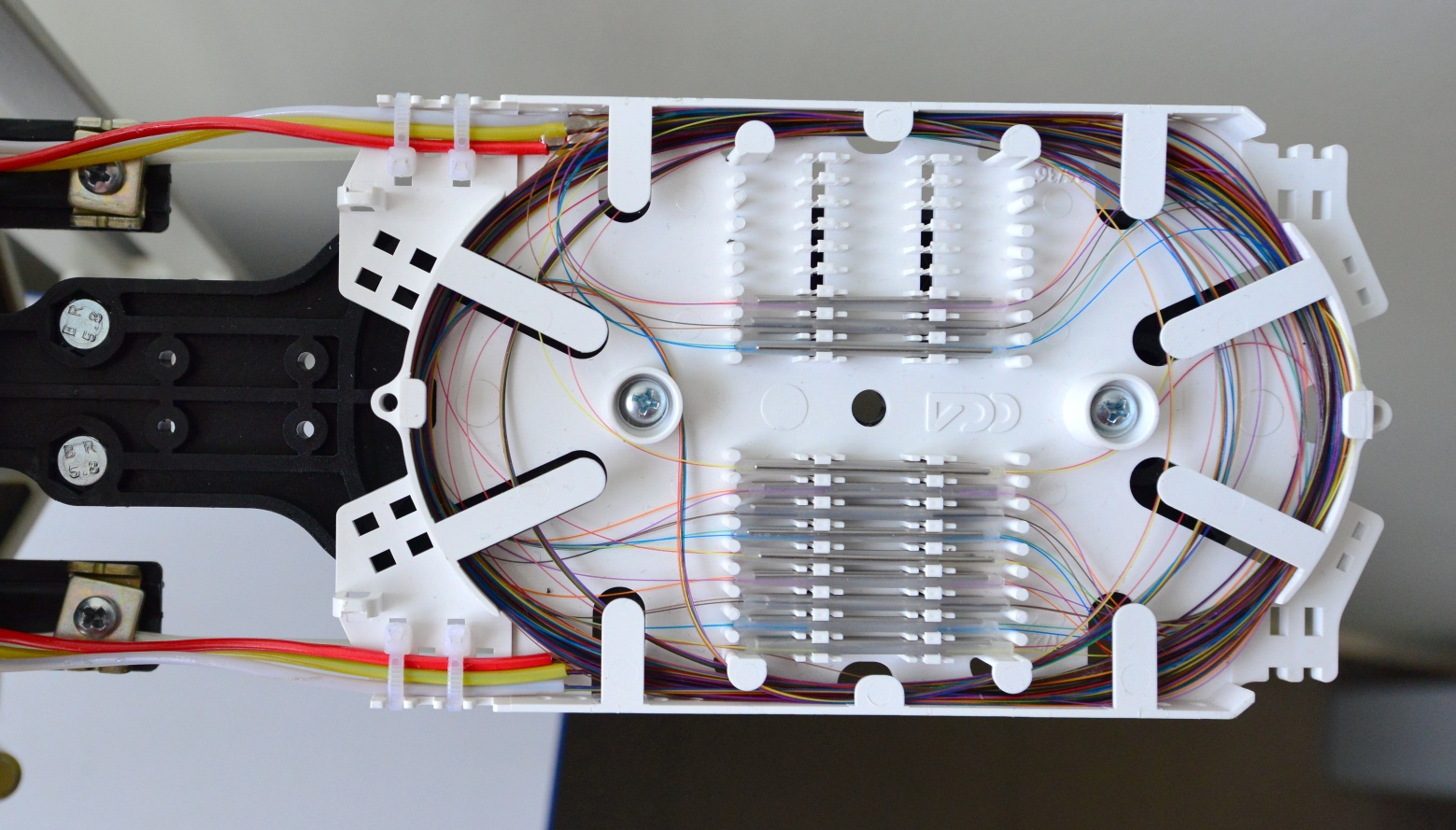
Сборка сплайс-кассеты заканчивается фиксацией модулей нейлоновыми хомутами во вводных крепежных отверстиях (как на рисунке выше).








