 2015-04-12
2015-04-12 5200
5200Мертвая зона – область сварного соединения, в которой данной аппаратурой и при данной ее настройке дефекты не выявляются.
Наличие мертвой зоны это основной недостаток эхо импульсного метода, который в некоторых случаях ограничивает его применение и снижает эффективность контроля.
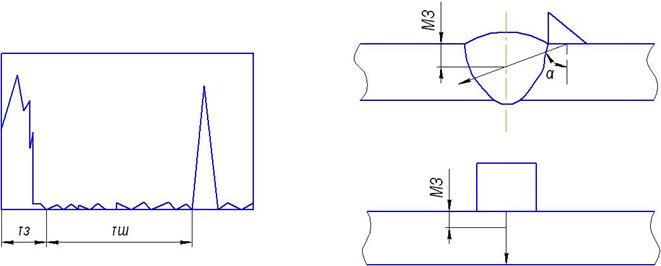
Мертвая зона определяется минимальной глубиной расположения цилиндрического отражателя, эхо-сигнал от которого не совпадает по времени с зондирующим импульсом и эхо-импульсами шумов (ривербирационные шумы).
Мертвую зону можно рассчитать, зная длительность зондирующего импульса и время шумов:
 - для наклонного ПЭП
- для наклонного ПЭП
 - для прямого ПЭП
- для прямого ПЭП
τзон. – время зондирующего импульса
τ шум. – время шумовых сигналов
τп – время прохождения луча в призме
Величина мертвой зоны зависит:
1) от длительности зондирующего импульса
2) конструкции ПЭП (шумовых сигналов)
3) угла ввода ультразвуковых колебаний
4) частоты ультразвуковых колебаний
Уменьшению мертвой зоны способствует увеличение:
1) угла ввода ультразвуковых колебаний
2) частоты ультразвуковых колебаний
3) размеры призмы
Объясняется это тем, что с увеличением частоты и габаритов призмы, падает уровень шумов, и с увеличением угла ввода также уменьшаются шумовые сигналы.
Величину мертвой зоны проверяют по образцу СО №2, имеющему отверстиz диаметром 2 мм на глубине 3-8 мм. Мертвая зона при контроле стальных изделий на частоте 2.5 Мгц для углов ввода β=500-540 равна 3 мм; мертвая зона равна 8 мм, для прямого ПЭП и β=300-400.

