 2015-04-17
2015-04-17 13217
132171. Влияние износов технологического оборудования на качество ремонта техники.
В процессе эксплуатации технологическое оборудование подвергается физическому износу, который проявляется в виде потери оборудованием первоначально заложенных в его конструкции технико-технологических свойств, увеличения числа отказов оборудования и их продолжительности. Техническое состояние и уровень использования технологического оборудования оказывают существенное влияние как на натурально-вещественную форму результата производства, так и на его экономическую эффективность.
Снижение уровня технико-технологических свойств технологического оборудования приводит к ухудшению качества изготовляемой с его помощью продукции. Увеличение числа отказов и их продолжительности, вызванной все более серьезными поломками оборудования по мере возрастания его износа - к сокращению эффективного фонда времени работы оборудования и, как следствие этого, к снижению темпов роста объемов производства.
В свою очередь, это приводит, во-первых, к прямым потерям в производстве от снижения качества продукции, изменения номенклатуры, падения его объемов, во-вторых, к росту затрат на содержание, эксплуатацию и ремонт оборудования.
По мере возрастания уровня физического износа возникает необходимость замены важнейших деталей и узлов технологического оборудования на новые, т.е. возникает необходимость проведения его ремонтов (текущих и капитальных).
2. Способы контроля технологической и геометрической точности станков
Важным условием обеспечения надежности выпускаемой продукции является условие, при котором погрешность изготовления деталей на станках не превышает 20 - 30% от установленных допусков, что обеспечивает снижение затрат на сборке, регулировке и испытаниях ремонтируемых деталей, узлов и агрегатов машин.
Методы измерения геометрических параметров станков изложены в Национальном стандарте РФ, идентичного международному стандарту ИСО 230-1:1996 «Методы испытаний металлорежущих станков. Часть 1. Точность геометрических параметров станков, работающих на холостом ходу или на чистовых режимах» (ISO 230-1:1996.
В пятом разделе указанного Национального стандарта приведены определения геометрических параметров, методы измерения и способы определения фактических отклонений для каждого вида геометрических параметров станка:
- прямолинейности;
- плоскостности;
- параллельности, эквидистантности и соосности;
- перпендикулярности;
- вращения.
Для каждого геометрического параметра описан, как минимум, один метод измерения с указанием принципа измерения и применяемых средств измерения.
Описанные в стандарте методы отбирались из тех, для которых требуются наиболее простые средства измерения (поверочные линейки, поверочные угольники, контрольные оправки, уровни, индикаторы часового типа и т.п.). Однако следует иметь в виду, что в настоящее время нашли широкое применение и другие методы измерения, особенно связанные с использованием оптических и электронных приборов, а также приборов с применением вычислительной техники.
В частности, в стандарте приводятся следующие методы измерения прямолинейности:
- прямолинейность линии в плоскости или в пространстве;
- прямолинейность поверхностей элементов станка;
- прямолинейность перемещения.
Предлагаются два метода измерения прямолинейности, основанные на:
- линейных измерениях или
- угловых измерениях.
Практически эталон прямолинейности может быть материальным (поверочная линейка, натянутая струна) или в виде эталонной прямой линии, заданной точным уровнем, лучом света и т.п. Рекомендуемые средства измерения:
a) для длин менее 1600 мм: материальный эталон (например, поверочная линейка) или уровень;
b) для длин свыше 1600 мм: эталонная прямая линия, определяемая натянутой струной, оптическим устройством или уровнем.
Отклонение от прямолинейности определяется как расстояние между двумя прямыми линиями, параллельными расчетной линии, проходящими через точки верхнего и нижнего экстремумов графика фактических отклонения и соответствуют значению, представленному отрезком Мт ¢(см. ниже рисунок).
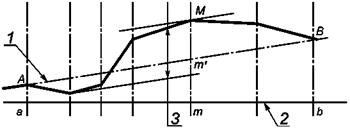
1 - расчетная линия; 2 - эталон прямолинейности; 3 - отклонение от прямолинейности
В стандарте приводятся следующие методы:
- метод с использованием поверочной линейки (измерения в вертикальной и горизонтальной плоскостях для определения перпендикулярности);
- метод с использованием натянутой струны и микроскопа;
- метод с использованием визирной трубы;
- метод с использованием лазера и фотоэлектрического датчика;
- метод с использованием лазерного интерферометра с призмой Уоллстона;
- методы, основанные на измерении углов;
- метод с использованием уровня;
- метод с использованием автоколлиматора;
- метод с использованием лазерного интерферометра (режим угловых измерений).
.
Технологической называется точность, с которой детали обрабатываются на данной машине. Она характеризуется величиной фактической погрешности размеров и формы по сравнению с заданными чертежами. [Или так: технологическая точность - степень приближения фактических параметров оборудования к заданным].
Технологическую точность всегда проверяется опытным путем (по изготовленным деталям), ибо свою лепту в погрешность вносят и оснастка, и инструмент...
В процессе изготовления деталей берется выборка, как правило, из 50-ти штук и производятся геометрические замеры. В таблицу записывают 1) отклонения от номинала и далее 2) вычисляют математическое ожидание или, можно по-другому, средневзвешенную величину  и 3) среднеквадратичное отклонение (СКО), обозначаемое, как правило, символом s.
и 3) среднеквадратичное отклонение (СКО), обозначаемое, как правило, символом s.
Степень точности определяют по следующей формуле:

или, с учетом правила трех сигм,

Если T < 0.85, то делается вывод, что оборудование в удовлетворительном состоянии.
3. Характерные неисправности сборочных единиц станков; шпинделей, передних и задних бабок, суппортов и др.
Неисправности сборочных единиц станков могут быть выражены в посторонних шумах, запахом горящей электропроводки и т.д. Чаще всего у токарных станков ухудшается чистота обрабатываемой поверхности. Это происходит в связи с износом подшипников шпиндельной группы. Так же на чистоту и точность обработки влияет люфт в поперечной подаче суппорта.
Очень часто возникают проблемы с включением рабочих подач и скоростей. Это происходит из-за износа подшипников, дистанционных колец и вилок включения шестерен. Такие неисправности проявляются затрудненным включением подач или скоростей и самовыключением («выбиванием») их во время работы.
В ходе интенсивной эксплуатации токарных станков происходит множество других не менее серьезных поломок. Перечень основных неисправностей приведен ниже в таблице.
Таблица 1 – Перечень основных неисправностей
| Характер неисправности | Причины возникновения | Методы устранения |
| Станок не запускается | Падение или отсутствие напряжения питающей сети | Проверить наличие н величину напряжения в сети |
| Невозможно переключение блока шестерен рукояткой (характерный звук проскальзывающих шестерен) | Блок шестерен не выходит из нейтрального положения | Включить электродвигатель и (на «выбеге») произвести переключение |
| Произвольное отключение электродвигателя во время работы | Срабатывание теплового ре те от перегрузки двигателя | Уменьшите скорость резания или подачу |
| Крутящий момент шпинделя меньше указанного в руководстве | Недостаточное натяжение ремней | Увеличить натяжение ремней |
| Слабо затянута фрикционная муфта | Увеличить затяжку муфты | |
| Торможение происходит слишком медленно | Слабое натяжение тормозной ленты | Увеличить натяжение тормозной ленты |
| Усиление подачи суппорта меньше указанного в руководстве | Недостаточно затянута пружина перегрузочного устройства | Натянуть пружину |
| Насос охлаждения не работает | Недостаток жидкости | Долить |
| Перегорели предохранители | Заменить | |
| Станок вибрирует | Неправильная установка станка по уровню | Выверить станок |
| Износ стыка направляющих суппорта | Подтянуть прижимные планки и клинья | |
| Неправильно выбраны режимы резания, неправильно заточен резец | Изменить скорость резания, подачу, заточку резца | |
| Станок не обеспечивает точность обработки | Поперечное смещение задней бабки при обработке в центрах | Отрегулировать положение задней бабки |
| Деталь, закрепленная в патроне, имеет большой вылет | Деталь поддержать люнетом или поджать центром | |
| Нежесткое крепление резцедержателя | Подтянуть рукоятку резцедержателя | |
| Нежесткое крепление патрона на шпинделе | Подтянуть крепежные ремни патрона |
Качество капитального или среднего ремонта при минимальном сроке исполнения зависит от степени подготовки станка к ремонту и правильной организации труда бригады слесарей.
Сейчас хочу заметить следующее: перед остановкой станка для ремонта производят проверку его работы на холостом ходу с целью выявления повышенных шумов и вибраций на каждой ступени оборотов шпинделя и также осуществляют обработку образца с целью определения состояния опор качения шпинделя. Проверяют радиальное и осевое биение шпинделя. Указанные проверки являются обязательными, так как при этом легче установить дефекты, которые в ряде случаев весьма сложно выявить у разобранного станка.
4. Приспособления и оснастка для ремонта станков
Высокое качество выполнения ремонтных работ во многом зависит от тонкости используемых контрольно-измерительных инструментов и приспособлений, а также от умения ими пользоваться. Эти инструменты и приспособления разделяют на измерительные, контрольно-поверочные и котрольно-измерительные.
Измерительные инструменты позволяют определить размеры деталей и величину отклонений от номинальных значений. К ним относятся штангенциркули, микрометры, миниметры, индикаторы, уровни, щупы и др.
Контрольно-поверочные инструменты (плиты, мостики, линейки) указывают только на наличие ошибок в размерах и форме деталей, но не прказывают величину ошибок.
Контрольно-измерительные поверочные приспособления представляют собой устройства, расширяющие возможности использования измерительных инструментов; в компоновке с последними позволяют осуществлять замеры величин отклонений поверхностей деталей.
Проверка точности обеспечивается рядом контрольно-поверочных приспособлений, позволяющих ремонтникам вести работы так, чтобы при сборке станка достигалась точность, соответствующая техническим условиям, без дополнительных доводочных работ.
Контрольно-поверочные приспособления по своему назначению разделяются на несколько видов: для проверки прямолинейности, плоскостности, извернутости, параллельности и перпендикулярности направляющих поверхностей; для проверки правильности положения осей винтов и валов различных узлов и ряд других специальных приспособлений.
Графическое изображение приспособлений, применяемых при восстановлении геометрической точности станков, вы можете посмотреть в выше названном (см. п. 2) стандарте ИСО 230-1:1996 «Методы испытаний металлорежущих станков. Часть 1. Точность геометрических параметров станков, работающих на холостом ходу или на чистовых режимах» (ISO 230-1:1996).
5. Способы восстановления и упрочнения направляющих
Направляющие станины восстанавливают при ремонте различными способами, например строганием, фрезерованием, шлифованием, протягиванием, шабрением. На некоторых заводах осуществляют поверхностное упрочнение направляющих способом накатывания роликом, а также закалкой т. в. ч., что значительно повышает износоустойчивость поверхностей.
Выбор способа ремонта зависит от степени износа и твердости направляющих, оснащенности ремонтной базы специальными станками и приспособлениями и т. п.
Наиболее распространенными способами ремонта направляющих станин являются шабрение, шлифование и строгание.
Ремонт направляющих шабрением даже при износе 0,05 мм отличается большой трудоемкостью и стоит дорого, поэтому следует механизировать этот процесс, а это дает большой экономический эффект.
Ремонт направляющих шлифованием обеспечивает высокую точность и чистоту обработки, этот способ практически незаменим при ремонте закаленных направляющих станин. Производительность труда при шлифовании в несколько раз выше по сравнению с шабрением. Однако при ремонте незакаленных направляющих станков предпочтение следует отдавать финишному строганию. При этом достигается высокая производительность, обеспечивается чистота поверхности и точность в соответствии с техническими условиями.
6. Особенности ремонта кузнечно-прессового, подъемно-транспортного и другого ремонтно-технологического оборудования
В своё время Министерством станкостроительной и индустриальной промышленности СССР утвердило Положение о планово-предупредительном ремонте технологического и подъемно-транспортного оборудования машиностроительных предприятий, которое в настоящее время практически вошло в «Единую систему планово-предупредительного ремонта и рациональной эксплуатации технологического оборудования машиностроительных предприятий».
Названная единая система распространяется на металлорежущее, деревообрабатывающее, кузнечно-прессовое, литейное и подъемно-транспортное оборудование.

7. Сборка, обкатка и испытание станков и оборудования. Технические требования. Применяемое оборудование.
Сборка
После ремонта станка, восстановления всех узлов, деталей и механизмов производится сборка станка. Для обеспечения нормальной работы всех механизмов станка важно собрать его с точным взаимным положением его узлов. Поэтому пригонка и посадка деталей должна быть выполнена тщательно, без повреждения их поверхности. При этом не допускается сборка неочищенных и непромытых деталей. Технологическим процессом сборки называется перечень операций, связанных с соединением готовых деталей в комплекты, подузлы и узлы в станок в соответствии с установленными техническими условиями и нормами точности. Сборку станка производят в порядке, обратном разборке. Детали, снятые при разборке последними, устанавливают при сборке первыми. В процессе ремонта к моменту сборки отдельные детали станка могут быть не полностью изготовлены или отремонтированы (в отличие от сборки нового станка). Сборка часто сопровождается ремонтом и пригонкой отдельных деталей и узлов станка. Поэтому время сборки станка неотделимо во времени от ремонта станка в целом. Это усложняет ведение ремонта и поэтому он должен быть правильно организован и должен проводиться по графику, составленному заранее. Сборке узла, механизма, машины в целом предшествует их комплектация. По технологической карте сборки и дефектной ведомости в комплектовочном отделении подбирают все детали (узлы), составляющие данную сборочную единицу, из числа годных, отремонтированных или новых. Комплектование начинается с базовых и корпусных деталей, по которым подбирают остальные детали по размеру и другим показателям (например, по массе). При необходимости выполняется пригонка сопряженных деталей. По методу обеспечения необходимой точности сопряжения деталей различают следующие методы сборки: С полной взаимозаменяемостью. Сборка осуществляется без пригонки, регулировки, подбора деталей и применяется в массовом и серийном производстве. В единичном производстве метод используется при постановке стандартных деталей (крепежа, подшипников качения и др.). С неполной взаимозаменяемостью Требуемая точность достигается у абсолютного большинства собираемых объектов и лишь для незначительного их числа требуется повторная сборка с предварительным подбором деталей. Метод применяется в серийном производстве. С групповой взаимозаменяемостью. Детали соединяют после непосредственного подбора или сортировки в размерные группы. Метод позволяет получить высокую точность изделия при расширенных допусках на размеры деталей. С регулированием. Требуемая точность соединения при достаточно широких технологических допусках на размеры деталей достигается за счет дополнительного неподвижного или подвижного компенсатора: шайб, колец, прокладок, регулировочных винтов, клиньев и других элементов. Подвижные компенсаторы позволяют поддерживать точность соединения в процессе эксплуатации. С пригонкой. Точность сопряжения получается за счет индивидуальной пригонки одной из сопрягаемых деталей к другой. Метод используется в единичном и мелкосерийном производстве. Пригонку выполняют припиливанием и зачисткой, шабрением, притиркой, полированием и гибкой, а также совместной обработкой сопряженных поверхностей (растачиванием или развертыванием отверстий после сборки с целью обеспечения их соосности), Припиливание (опиловка) служит для исправления неточностей формы, размеров и относительного расположения поверхностей деталей. Для этого используют напильники, шлифовальные шкурки и круги. Точность обработки драчевыми напильниками 0,1-0,25 мм, личными - 0,025-0,05 мм, бархатными - 0,005-0,02 мм. Пришабривание применяют для доводки поверхности после ме.ханической обработки и опиловки при подгонке плоскостей разъема деталей, направляющих, вкладышей подшипников, втулок и т. д. Качество шабрения определяется проверкой «на краску» по числу точек и относительной площади соприкосновения сопрягающихся поверхностей в квадрате 25x25 мм. Для плотных соединений - не менее трех точек, для герметичных - не менее пяти, для вкладышей подшипников - не менее 75-80 % их поверхности. Притирка обеспечивает весьма плотное прилегание двух поверхностей, притираемых друг к другу, или каждой из них к третьей, образцовой (например, притирка по плите). Притирочные материалы: пасты ГОИ, наждак, толченое стекло, оксиды алюминия, хрома, железа, смешанные с минеральным маслом, керосином, скипидаром. Полирование применяют для получения малой шероховатости поверхности, что снижает способность к заеданию сопряженных поверхностей, повышает их стойкость к коррозии и сопротивление усталости детали. Полирование производят вращающимися кругами из фетра, войлока, сукна, покрытыми смесью парафина, вазелина, керосина с венской известью, оксидами хрома, железа, алюминия. Гибку применяют для правки и подгонки деталей и трубопроводов, которые гнут по шаблонам и по месту. При выполнении сборочных работ большой объем занимает сборка резьбовых, штифтовых, шпоночных, шлицевых и других соединений. Сборку соединений с натягом осуществляют с помощью винтовых, пневматических, гидравлических и других прессов. Для облегчения запрессовки охватывающие детали небольших и средних размеров подвергают общему нагреву в масляных или водяных ваннах токами высокой частоты либо газовым пламенем. Крупногабаритные детали подвергают местному нагреву. Охватываемые детали могут охлаждаться в твердой углекислоте (температура - 78°С), в среде жидкого воздуха (-93°С), в жидком азоте (-95,8°С). При сборке узлов и механизмов машины осуществляется контроль положения деталей и узлов с соблюдением необходимых технических условий. Контроль при этом ведут соответствующими методами и средствами. После сборки и отладки отдельных сборочных единиц и механизмов приступают к общей сборке машины. Вначале устанавливает базовую деталь (станину) и выверяют ее положение. Затем к ней крепят последовательно отдельные узлы и детали, выверяя расположение их относительно станины и между собой и соблюдая указанные в паспорте на машину допускаемые отклонения расположения. Кроме того, в процессе сборки выполняют отдельные регулировочные работы по направляющим, опорам, добиваясь плавного перемещения всех подвижных частей машины. По окончании сборки, станок проверяется на точность, наличию зазоров, согласно его технического паспорта. Приемка станка на соответствие исключает возможный брак процесса ремонта. Особенно строго проверяется состояние электрооборудования. Согласно требованию, станок должен быть полностью отвечать нормам электробезопасности. После сборки проводится испытание станка для определения годности его для дальнейшей эксплуатации. Испытание и обкатка. Технические требования Выпускаемый из капитального и среднего ремонта станок должен быть подвергнут приемочным испытаниям, выполняющимся в приведенной ниже последовательности. Внешний осмотр станка. При внешнем осмотре должны быть проверены: комплектность станка; соответствие внешнего вида станка требованиям к качеству отделки; соответствие монтажа станочной электропроводки и электроаппаратуры требованиям к электрооборудованию; качество сборки; отсутствие в полостях посторонних предметов, стружки и грязи. Результаты внешнего осмотра заносят в акт сдачи станка из ремонта. Испытания на холостом ходу. При этом испытании определяют качество ремонта станка и правильность взаимодействия его узлов и деталей путем обкатки. Результаты испытаний на холостом ходу станков различных типов вносят в акт сдачи станка из ремонта путем перечисления в разделе акта узлов и механизмов, подлежащих проверке на холостом ходу и под нагрузкой с отметкой об их нормальной работе. Результаты сверки с паспортными данными изменений технической характеристик станка в результате модернизации, совмещенной с ремонтом, также вносят в акт приемки станка из ремонта. Испытание под нагрузкой и в работе. При испытании под нагрузкой должно быть проверено качество работы станка, правильность функционирования и взаимодействия всех узлов в условиях нормальной эксплуатации. Результаты проверки заносят в акт сдачи станка из ремонта. Испытания на жесткость. После капитального и среднего ремонта станки подлежат проверке на соответствие нормам жесткости, установленным стандартом. Испытание на жесткость производят в соответствии с требованиями ГОСТа 7035-79 «Станки металлорежущие». Результаты испытаний на жесткость заносят в акт сдачи ремонта. Испытание на точность. После обкатки станка на холостом ходу и испытании под нагрузкой должно быть проверено соответствие его нормам точности, установленных действующими Государственными стандартами. В объем испытания на точность станка входят: измерение геометрической точности самого станка и точности изделий, обрабатываемых на станке. Испытание на точность станков, на ремонт которых распространяется действие настоящих технических условий, производится в соответствии с требованиями ГОСТа 8-79 по нормам, установленным в стандартах на отдельные группы станков. Перед испытанием на точность станок должен быть установлен на фундаменте, стенде или другом жестком надежном основании на башмаках или клиньях (без затяжки фундаментных болтов) и выверен по уровню в продольном и поперечном направлениях. Если точность выверки станка по уровню в соответствующем стандарте не указана, то определяемое по уровню отклонение не должно превышать 0,04/1000. Особо ответственные проверки необходимо проводить дважды, используя для второй проверки другой инструмент и другой метод. Проверку следует производить в перчатках. Применяемые средства измерения должны быть в установленном порядке аттестованы и иметь соответствующий паспорт. При установлении результатов измерений необходимо вносить поправки, исключающие погрешности применяемых средств измерения в соответствии с данными паспортов или маркировок. В процессе испытания на точность не допускается разборка или регулировка станка. Если при испытании мелких токарных, револьверных, фрезерных и других станков не представляется возможным отнести допуск к длине 300 или 1000 мм, как указывается в нормах точности, допуски, приведенные в таблицах, подлежат пересчету на фактические длины, вошедшие в обмер, однако допуск не следует брать менее 0,01 мм, если меньший допуск не оговорен в нормах точности. Результаты испытаний на точность заносят в акт сдачи станка из ремонта. По результатам всех испытаний и проверок, предусмотренных техническими условиями, комиссия вносит в акт приемки станка из ремонта заключение о пригодности его к эксплуатации. 8.Ремонт машин и оборудования перерабатывающих предприятий Главной задачей сельскохозяйственного производства является обеспечение населения страны продовольствием, а перерабатывающих предприятий - необходимым сырьем. Равномерное поступление пищевой продукции в течение года можно обеспечить лишь при наличии хорошо налаженной системы ее длительного хранения в свежем виде, а также при организации ее переработки по месту производства. На действующем перерабатывающем предприятии важное значение имеют организация и технология технической эксплуатации оборудования. В условиях рыночных отношений особое значение для перерабатывающих предприятий приобретают вопросы надежности оборудования. Важным условием поддержания оборудования в работоспособном состоянии является современное и качественное проведение его ремонта. Эта проблема особенно актуальна в настоящее время, так как большинство оборудования перерабатывающих предприятий морально и физически устарело и лишь около 15% его отвечает современному техническому уровню. 8.1Общее в ремонте технологического оборудования для переработки зерна, плодоовощной продукции, выработки колбасных изделий и копченостей, производства консервов, линий первичной обработки птицы, оборудования для производства сливочного масла, творога, сыра, растительных масел, оборудования пекарен и др. Ремонт- это комплекс операций по восстановлению исправности или работоспособности и ресурса оборудования. Технологический процесс- часть производственного процесса, содержащая целенаправленные действия по изменению и определению состояния ремонтируемого оборудования (очистка разборка, диагностика и т.д.). Технологический процесс включает в себя операции, которые, в свою очередь, делят на установы, позиции, переходы и проходы. Операция- это законченная часть технологического процесса, выполняемая на одном рабочем месте и включающая в себя все действия рабочего и оборудования по сборке (разборке) сборочной единицы или агрегата, по обработке детали. Наименование операции записывают в именительном падеже в соответствии с названием применяемого оборудования (очистная, токарная, наплавочная, прессовая, контрольная и т.д.). Установ- это часть технологической операции, выполняемая при неизменном закреплении изделия (обрабатываемой детали, собираемого агрегата и т.д.). Например, напрессовка под прессом подшипника на один конец вала - первый установ, а напрессовка его на другой конец вала - второй. Позиция- это фиксированное положение, занимаемое неизменно закрепленной деталью или сборочной единицей совместно с приспособлением относительно инструмента или оборудования. Технологический переход- законченная часть технологической операции, которую выполняет рабочий (рабочие без смены инструмента, неизменности установки объекта ремонта, обрабатываемой поверхности и режима работы оборудования. Переход состоит из проходов. Проход- часть перехода, охватывающая действия, связанные со снятием одного слоя металла при постоянстве инструмента, обрабатываемой поверхности и режима работы станка. Ниже на рисунке показана схема технологического процесса капитального ремонта сложных машин и оборудования. В отличие от технологии изготовления машин технологический процесс их капитального ремонта сложен и включает в себя ряд дополнительных специфических работ (приемку в ремонт, очистку, разборку, дефектацию и др.). 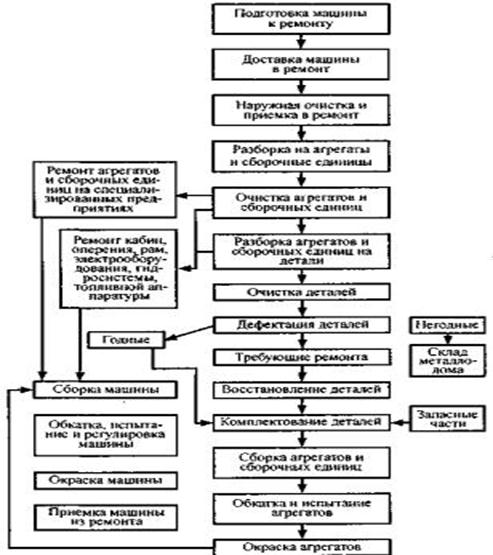 Рисунок - Схема технологического процесса капитального ремонта машин (оборудования) Производственным процессомремонта называется совокупность всех действий людей и орудий производства, выполняемых для восстановления работоспособности оборудования. Производственный процесс ремонта охватывает не только все технологические работы, но и другие необходимые виды деятельности (организационно-экономические, снабженческие, хранение, транспортирование и т.д.). Он относится к участку, цеху, предприятию (производственный процесс механического участка и т.д.). Технологический процесс относится к детали, агрегату, машине, стенду и т.д. (технологический процесс механической обработки вала и т.д.). Он представляет собой наиболее значимую часть производственного процесса. Его структура и степень расчленения зависят от устройства ремонтируемого оборудования, вида и метода ремонта (текущий, средний, капитальный, индивидуальный эксплуатирующей организацией, поточный на специализированном предприятии и др.). 8.2Структура, классификация, основные параметры и требования к технологическому оборудованию перерабатывающих предприятий Предприятия перерабатывающей отрасли оснащены производственным оборудованием, служащим для механизации ручного труда и автоматизации его управления. Производственное оборудование, предназначенное для выполнения операций по переработке сельскохозяйственного сырья в пищевые и технические продукты, называют технологическим. Технологическое оборудование, в котором обрабатываемый продукт, сохраняя свои физико-механические и другие свойства, изменяет только форму, размеры и т. п., называют машиной. Конструктивная особенность машины - наличие движущихся исполнительных органов, которые механически воздействуют на обрабатываемый продукт. Технологическое оборудование, в котором обрабатываемый продукт изменяет свои физико-механические, биохимические свойства или агрегатное состояние, называют аппаратом. Конструктивная особенность аппарата - наличие определенного реакционного пространства (объема) или рабочей камеры (резервуара), в которых происходит воздействие на продукт с целью изменения его свойств. Кроме того, для работы аппарата применяют различные рабочие жидкости (горячую, холодную, ледяную воду), пар и другие, которые называются тепло - и хладоносителями. Взаимодействие рабочей жидкости и обрабатываемого продукта в аппарате может происходить при прямом и непрямом контакте. Во втором случае взаимодействие, как правило, осуществляется через разделяющую поверхность (металлическую стенку). Структура оборудования. Любая единица технологического оборудования состоит из следующих частей: станины (корпуса, рамы и т. п.), устройства или узлов загрузки (выгрузки) продукта, защиты (блокировки), привода и исполнительного (передаточного) механизма, исполнительных органов и контрольно-измерительных приборов. Основными частями, взаимодействие которых определяет техническую характеристику оборудования, являются привод, исполнительный механизм и исполнительные органы. Станина предназначена для крепления всех частей оборудования, в том числе дополнительных устройств (транспортирования, подъема и т. п.), необходимых для работы оборудования. В отдельных видах оборудования (сепараторы и др.) станина кроме основного назначения служит устройством (картером), в котором находится смазка для исполнительного механизма. Устройство загрузки (выгрузки) осуществляет периодическую или непрерывную подачу продукта в оборудование, а также может обеспечивать его дозирование по объему или массе в зависимости от требований технологического процесса. Устройство защиты (блокировки) предназначено для предотвращения неправильного или несвоевременного включения или отключения отдельных частей оборудования или предохранения их от разрушения при аварии. Привод служит для передачи движения через исполнительный механизм или исполнительные органы оборудования. В качестве привода применяют электрические, гидравлические и пневматические механизмы. Электрический привод получил наибольшее распространение. Его основная часть - электродвигатель. Исполнительный (передаточный) механизм предназначен для передачи движения от привода к исполнительным органам технологического оборудования. Этот механизм состоит из ведущего звена, которое связано с приводом, и ведомого звена, соединяемого с исполнительными органами. Основной параметр, характеризующий работу исполнительного механизма, - передаточное отношение (число). Исполнительные органы предназначены для непосредственного оказания на обрабатываемый продукт энергетического (механического, теплового) воздействия или создания условий, обеспечивающих взаимодействие продукта с рабочими средами или энергетическими полями. Эти органы разнообразны по конструкции, что обусловлено различием свойств обрабатываемой продукции, способов, режимов и направления воздействия на них. По конструкции исполнительные органы бывают лопастные, шнековые и винтовые, барабанные, вальцовые, мембранные и шланговые, ленточные, сетчатые, фрикционные, в виде пары цилиндр-поршень, сопловые, форсуночные и дисковые. По способу воздействия исполнительные органы можно разделить на очищающие, истирающие, перемешивающие и теплопередающие. В зависимости от характера цикла работы оборудование бывает периодического и не - прерывного действия. В оборудовании периодического действия продукт подвергается воздействию в течение определенного времени, после чего он выгружается. В оборудовании непрерывного действия загрузка, обработка и выгрузка продукта осуществляются одновременно. Степень механизации и автоматизации оборудования зависит от соотношения выполняемых им основных и вспомогательных операций. В зависимости от этого соотношения оборудование подразделяют на неавтоматическое, полуавтоматическое и автоматическое. В неавтоматическом оборудовании вспомогательные и частично основные операции выполняют с применением ручного труда. В полуавтоматах основные операции выполняет оборудование, а вспомогательные - человек. В автоматах все операции выполняются оборудованием. В зависимости от сочетания технологического оборудования в производственном потоке различают отдельные единицы (выполняют одну операцию), агрегаты (выполняют последовательно различные операции), комбинированное оборудование (выполняют законченный цикл операций) и поточные технологические линии (выполняют все операции в непрерывном потоке). Функциональное назначение оборудования определяет способы и принципы воздействия на обрабатываемое сырье. По функциональному признаку различают следующие основные группы оборудования: для приема, транспортирования и хранения сырья; для механической обработки сырья; для тепловой обработки сырья; для выпаривания и сушки; для розлива, фасования и упаковывания продукции. Классификация по функциональному признаку позволяет теснее связать принципы работы оборудования с законами механики, гидромеханики, теплофизики, физической химии, биохимии и микробиологии. Кроме того, применяется оборудование для выработки конкретных видов продукции. Например, маслоизготовители, маслообразователи, прессы для сыра и т. д. Основные параметры оборудования. Работа технологического оборудования выражается техническими и технологическими показателями, составляющими его техническую характеристику. К ним обычно относят: - производительность, т. е. количество перерабатываемого сырья или вырабатываемой продукции в единицу времени; - потребляемую энергетическую мощность, выражаемую количеством тепло — или хладоноситля, электричества в единицу времени; - параметры электрической энергии (напряжение, частота, количество фаз), теплоносителя (температура, давление), хладоносителя (вид, температура); - параметры сырья и вырабатываемой продукции; - параметры режима работы оборудования и его отдельных элементов и узлов - -давление, температуру, частоту вращения и др.; - габаритные размеры и массу оборудования; - условия эксплуатации (характеристика производственного помещения, температура и относительная влажность воздуха). Техническая характеристика оборудования определяет его пригодность для выполнения технологической операции при выработке конкретных видов продукции. Основные требования к оборудованию. К технологическому оборудованию предприятий перерабатывающей отрасли предъявляют как общие требования, характерные для всех видов пищевого оборудования, так и специальные (санитарные), определяемые особенностями перерабатываемого сырья, а также требования безопасности. К общим требованиям, предъявляемым к технологическому оборудованию перерабатывающих предприятий, относятся необходимая производительность, минимальные материало- и энергоемкость, трудоемкость и безопасность в обслуживании, качество вырабатываемой продукции, ремонтопригодность, надежность, долговечность, экологическая безопасность. Особенность технологического оборудования перерабатывающей отрасли - это высокие санитарные требования к его конструкции. Исполнительные органы технологического оборудования конструктивно выполняют таким образом, чтобы при самых неблагоприятных условиях эксплуатации исключить возможность проникновения в рабочую зону посторонних предметов, смазочных масел, ржавчины или металлической пыли, получаемой от износа деталей. Конструкционные материалы технологического оборудования при контактировании с с пищевыми продуктами не должны образовывать примесей, загрязняющих пищевую продукцию и снижающих ее качество. Запрещается применять в рабочей зоне детали из свинца, цинка, меди, сплавов и покрытия из них, а также покрытия из кадмия, никеля, хрома, эмалей, пенопластов, пластмасс на основе формальдегида, материалов, содержащих стекловолокно, асбест, изделия из керамики, стекла, лакокрасочных покрытий. Применяемые материалы должны быть стойкими к химическим, тепловым и механическим воздействиям при систематической мойке, чистке и дезинфекции оборудования. Цвет конструкционных материалов в рабочей зоне не должен влиять на оценку качества пищевой продукции и затруднять выявление загрязнений. Для изготовления металлоконструкций (рам, станин, связей и т. д.) следует применять профили замкнутого сечения. Конструкция оборудования должна обеспечивать защиту продукта от внешних загрязнений, исключать выбросы продуктов или вспомогательных материалов в окружающую среду, обеспечивать полное опорожнение и хорошую очищаемость оборудования, предотвращать застой остатков продукта и образование очагов гниения. Все поверхности должны быть доступны для санитарной обработки и контроля ее качества. В конструкции продуктовой зоны оборудования не должно быть непромываемых мест, глухих карманов, щелей, а также перегородок, ступенек, кромок, резких сужений поперечного сечения, необходимость в которых не обусловлена требованиями технологического процесса. В частности, ванны, металлические технологические емкости и детали, соприкасающиеся с продуктами, должны иметь легкоочищаемую гладкую поверхность без щелей, зазоров, выступающих частей и других элементов, затрудняющих чистку. Конструкция продуктовой зоны оборудования, предусматривающего замкнутую систему санитарной обработки (безразборную мойку), должна обеспечивать возможность периодической разборки для ручной чистки и контроля. Съемные и разборные детали и узлы должны быть снабжены легкоразборными соединениями. В продуктовой зоне оборудования не допускается применять заклепки, болты, точечную сварку, соединения внахлест. Стыки поверхностей и вершины углов должны быть скруглены радиусом не менее 6 мм, а при применении механизированной мойки оборудования - радиусом не менее 50 мм. Сливные и переливные трубы оборудования должны соединяться с канализацией закрытым способом с устройством сифонов или через воронки с разрывом струи. Чистота обработки поверхностей деталей и узлов оборудования должна соответствовать ГОСТ 2789. Уплотни - тельные устройства валов должны исключать попадание сырья, моющих средств и т. д. в механизм привода, а смазочных материалов - в продуктовую зону. Размещение оборудования, обвязка его трубопроводами, соединение с системой канализации не должны препятствовать санитарной обработке и контролю. Расположение арматуры и мест присоединения трубопроводов, подающих среду, отличную от пищевого продукта (например, гидравлическое масло, охлаждающая среда), должно исключать загрязнение продукта в результате утечек в процессе работы и не препятствовать санитарной обработке оборудования. Изоляция поверхностей оборудования должна быть выполнена из теплоизолирующих материалов, не загрязняющих окружающую среду и продукт. В частности, для теплоизоляции любых поверхностей нельзя использовать материалы, содержащие стекловолокно или шлаковату. ГОСТ 12.2.003 «Оборудование производственное. Общие требования безопасности» устанавливает требования безопасности к производственному оборудованию в части конструкций, органов его управления, средств защиты, входящих в конструкцию, а также требования безопасности, определяемые особенностями монтажных и ремонтных работ, транспортированием и хранением производственного оборудования. Оборудование должно быть безопасным при монтаже, эксплуатации, ремонте, транспортировании и хранении, не загрязнять выбросами вредных веществ окружающую среду (воздух, почву, водоемы) выше установленных норм. Безопасность оборудования обеспечивается выбором принципа действия, конструктивных схем, безопасных элементов конструкции и т. п., применением средств механизации, автоматизации, дистанционного управления и защиты; выполнением эргономических требований; включением требований безопасности в техническую документацию по монтажу, эксплуатации, ремонту, транспортированию и хранению. Оборудование должно быть пожаро - и взрывобезопасным, устойчивым к повышенной влажности, колебаниям давления и температуры, действию агрессивных веществ, ветровых нагрузок, обледенения. Движущиеся части оборудования - гребенки, выступающие концы валов и элементы их частей (винты, шпонки), питательные и накатные валики, ролики, открытые передачи, торцы барабанов (роликов) в местах набегания конвейерной ленты (пластин), в местах термо - и ультразвуковой сварки, питательные воронки (бункера) - должны иметь ограждения. Не закрепленные наглухо (на болтах, винтах и т. п.) ограждения зубчатых передач должны иметь устройства, позволяющие открыть их только после полной остановки машины и обеспечивающие ее пуск лишь при закрытом ограждении. Рабочие места обслуживающего персонала должны находиться вне зоны перемещения механизмов, сырья и готовой продукции. Конструкция оборудования должна предусматривать меры по ограничению выделения конвекционного и лучистого тепла (теплоизоляцию). В машинах с местным охлаждением должно быть устройство, блокирующее пуск машины при отсутствии хладоносителя. Оборудование, выделяющее влагу, газы, пыль и посторонние запахи, должно быть максимально загерметизировано. При недостаточной герметизации необходимо использовать местные отсосы воздуха. Наружные выступающие части оборудования должны быть закруглены по радиусу не менее 5 мм и не иметь заусенцев, наплывов металла после сварки. Кнопки включения производственного оборудования должны быть заглублены на 3-5 мм в корпусе пусковой коробки. Органы управления (кнопки, рукоятки, маховики и т. п.) у постоянного рабочего места должны размещаться в рабочей зоне, ограниченной в пределах: по длине не более 0,7 м, по глубине не более 0,4 м и по высоте не более 0,6 м. Указанные органы управления должны быть над уровнем пола (площадки) на высоте 0,9-1,5 м при обслуживании стоя и 0,6-1,2 м при обслуживании сидя. Все кнопки, рукоятки, маховики и другие органы управления должны иметь обозначения или надписи, поясняющие их функциональное назначение, а также окрашены в соответствующие цвета: красный - остановка; ахроматический (черный, серый или белый), допускается зеленый - пуск; ахроматический - попеременные остановка или пуск; желтый - аварийное включение; ахроматический или синий - специальное включение. Площадки для обслуживания машин и оборудования, расположенные на высоте, должны иметь ограждения и лестницы с поручнями, а также свободный проход шириной не менее 0,7 м. Настилы площадок должны исключать скольжение и иметь по краям сплошную зашивку на высоте 0,15 м. Высота ограждения и перил должна быть не менее 1 м, а на высоте 0,5-0,6 м от настила площадки (лестницы) необходимо размещать дополнительное продольное ограждение и вертикальные стойки с шагом не более 1,2 м. Лестницы на высоте 3-5 м должны иметь переходные площадки; ширина лестницы - не менее 0,6 м, расстояние между ступенями - 0,2, ширина ступени - не менее 0,12 м. Лестницы высотой более 1,5 м должны иметь наклон не менее 45°, меньшей высоты - не более 60 градусов к горизонту. Усилие на рукоятках, рычагах постоянного пользования при ручном управлении не должно превышать 40 Н, а при ручном регулировании и наладке - 100 Н. Пусковые педали ножного управления оборудованием должны иметь ограждения или предохранительные устройства, исключающие случайное выключение оборудования (падение предмета, случайное нажатие). Ограждение педали должно быть прочным, не иметь острых краев и не стеснять движения ноги. Площадка пусковой педали должна быть прямой с рифленой поверхностью (нескользкой) и иметь закругление в начале и упор для ноги в конце. Ширина педали должна быть не менее 80 мм, а длина до упора - 110-130 мм. Возвышение педали над уровнем пола площадки (перед ее включением) не должно превышать 120 мм, а прожатие ее (после включения) - 60 мм; усилие при нажатии на педаль в положении сидя -24,5 Н, в положении стоя — 34,5 Н. Задвижки, вентили и краны, расположенные выше 2 м от уровня пола (рабочей площадки) или заглубленные, должны иметь приспособления (рычажные, штанговые и др.), позволяющие открывать и закрывать их с рабочего места. Стационарная контрольно-измерительная аппаратура должна быть установлена на рабочих местах не выше 2 м от уровня пола (рабочей площадки). Токоведущие части оборудования должны быть надежно электроизолированы, ограждены или находиться в недоступных для людей местах. Электрическая аппаратура, установленная на технологическом оборудовании, а также его заземление должны отвечать требованиям правил устройства электроустановок. Температура нагретых поверхностей оборудования, ограждений и трубопроводов на рабочих местах не должна превышать 45"С. Ванны, баки и другие рабочие емкости следует оборудовать сливными и переливными устройствами, соединяемыми с канализацией закрытым способом, с разрывом струи и запорными устройствами. Оборудование, работающее под избыточным давлением (автоклавы, стерилизаторы и др.), проектируют и эксплуатируют в соответствии с Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением. Эти правила распространяются на работу металлических сосудов, эксплуатируемых под избыточным давлением свыше 0,07 МПа. Конструкция сосудов должна быть надежной, обеспечивать безопасность при эксплуатации, предусматривать возможность их осмотра, санитарной обработки и ремонта. Все, что мешает внутреннему осмотру, должно быть съемным. Сосуды с внутренним диаметром более 800 мм должны иметь достаточное число лазов для осмотра и ремонта, которые располагают в местах, доступных для обслуживания. Лазы имеют круглую и овальную формы. Круглые лазы должны иметь диаметр не менее 400 мм, овальные - малая ось не менее 325 мм, большая - не менее 400 мм. Сосуды в виде трубчатых теплообменников разрешается изготовлять без люков и лазов. Опрокидывающиеся сосуды должны иметь приспособления, предотвращающие самоопрокидывание. Днища сосудов обычно имеют эллиптическую форму, но могут быть выполнены в виде полушара или шарового сегмента. Сварные швы сосудов должны быть только стыковыми. В стыковых соединениях элементов сосудов с различной толщиной стенок переход от одного элемента к другому должен быть плавным, а толщина кромки более толстого элемента должна уменьшаться постепенно. Угол наклона поверхностей перехода не должен превышать 15°. Если разница в толщине соединяемых элементов составляет не более 30 % толщины тонкого элемента и не превышает 5 мм, то допускается применение сварных швов без предварительного уменьшения толщины толстого элемента. В горизонтальных сосудах, нижняя часть которых малодоступна для осмотра, продольные швы не должны быть в пределах центрального угла, равного 140° нижней части корпуса. Отверстия для лазов и люков следует располагать вне сварных швов. Расстояние между центрами двух соседних отверстий определяют путем расчета на прочность. Расстояние от кромки отверстия на выпуклом днище до внутренней поверхности отбортовки должно быть не менее 0,1 внутреннего диаметра днища. Для изготовления и ремонта сосудов необходимо использовать материалы, указанные в Правилах устройства и безопасной эксплуатации сосудов, работающих под давлением. Требования к оборудованию предприятий малой производительности. Эксплуатация технологического оборудования большой производительности, а значит, и высокой стоимости на малых предприятиях невыгодна, не хватает сырья, чтобы загрузить их на полную мощность. Экономически целесообразно применять универсальное (по назначению) и многооперационное оборудование. Оно должно быть легко - и быстропереналаживаемым, дешевым, надежным и долговечным. Такое оборудование можно создавать по принципу агрегатирования, применяя общий привод и сменные органы для выполнения различных операций. Детали и узлы должны быть унифицированы и иметь минимальные размеры. Для работы оборудования на малых предприятиях, как правило, не применяют пар (особенно высокого давления), сжатый воздух и газ. Наиболее эффективной работа оборудования и всего малого производства в целом будет при использовании местных природных источников тепло -, водо - и холодоснабжения. При проектировании производства необходимо учитывать возможность применения естественного холода для хранения сырья и продукции. Для эксплуатации оборудования на малых предприятиях необходимы специально подготовленные технологи, механики, лаборанты, рабочие. 8.3Быстроизнашивающиеся детали, их характерные дефекты и особенности восстановления 1. Пример. Шнеки и клапаны машин по переработке мяса птицы (приготовления колбасы и фарша из мяса птицы). Высокая абразивная способность измельченных костей приводит к износу рабочих витков шнека до 2-3 мм и конических поверхностей клапана и шнека до 10 мм, несмотря на использование в отечественных установках для изготовления этих деталей высокоуглеродистой коррозионно-стойкой стали 95х18, обеспечивающей при правильной термообработке твердость 57-60 hrc. Процесс восстановления изнашиваемых поверхностей шнеков и клапанов оборудования для переработки мяса птицы включает следующие операции: - термическая обработка деталей для снятия внутренних напряжений и улучшения обрабатываемости резанием; - черновая проточка посадочных цилиндрических поверхностей для установки ремонтных деталей; - механическая обработка ремонтных деталей из коррозионно-стойкой стали 12Х18Н10Т; - электродуговая наплавка сильно изношенных участков рабочих витков шнека электродами из аустенитной коррозионно-стойкой стали; - дробеструйная обработка изделий; - газотермическая наплавка изнашиваемых поверхностей ремонтных и основных деталей порошковыми смесями эвтектических сплавов систем ni-cr-b-si-c и fe-cr-b-si-c; - термическая обработка наплавленных деталей для предотвращения скалывания наплавленных слоев и образования холодных трещин; - предварительная механическая обработка наплавленных поверхностей; - окончательная проточка посадочных поверхностей; - горячая посадка ремонтных деталей; - окончательная механическая обработка (шлифовка) трущихся поверхностей и режущих кромок деталей в сборе. 2. Режущие рабочие органы.Для переработки сельскохозяйственной продукции массовое применение получили ручные обвалочные ножи, крестовые ножи и ножевые решетки промышленных мясорубок (волчков), ножи куттерных и центробежных свеклорезных установок и другие режущие рабочие органы. Режущий инструмент эксплуатируется в условиях знакопеременных динамических нагрузок в агрессивных средах и относится к быстроизнашивающимся. При резании пищевого сырья изнашиваются главным образом режущие кромки инструмента, при этом потери металла составляют не более 1-2% от его первоначальной массы. Это свидетельствует о наличии значительного остаточного ресурса и о необходимости восстановления и упрочнения режущего инструмента. В мясной промышленности большую часть оборудования составляют мясоизмельчительные машины. Надежность их работы и качество получаемого продукта во многом зависят от износостойкости деталей режущего комплекта (ножей и решеток). Основной причиной выхода из строя режущих инструментов является изнашивание. Его интенсивность особенно повышается при переработке замороженного мяса и мясокостного сырья. У крестовых ножей наиболее частым дефектом являются износ режущих поверхностей (уменьшение их линейных размеров) и затупление лезвия. Наличие данного дефекта ухудшает качество измельчения продукта, приводит к резкому повышению температуры в зоне резания и возрастанию энергозатрат на обработку перерабатываемой массы. На мясоперерабатывающих предприятиях работоспособность крестовых ножей восстанавливают путем ежесменных перезаточек на шлифовальных станках. Этот способ наиболее прост, но восстанавливать работоспособность крестовых ножей заточкой можно только до определенного предела, ограниченного небольшой высотой режущих поверхностей. Изношенные крестовые ножи можно восстанавливать путем установки на штифты дополнительных ремонтных режущих пластин, выполненных из сплавов с высокой износостойкостью. Однако в местах соединения пластин с ножом на их поверхностях возникают очаги фреттинг-коррозии, вызывающие ускорение процесса изнашивания. Распространенным способом восстановления крестовых ножей является дуговая наплавка. Подготовка кромок ножа под наплавку заключается в снятии по всей длине фасок размерами 3 мм х 45°, а затем его подвергают пескоструйной обработке. Для уменьшения склонности к трещинообразованию ножи перед наплавкой нагревают до 300-400°С. Наплавку электродами ЗН-60М, ОЗИ-3, ОЗЛ-6 рекомендуется вести на постоянном токе обратной полярности короткой дугой (I = 80-100 А - для электродов диаметром 0,3 мм и I = 160-240 А - для электродов диаметром 0,5 мм). Применение наплавки позволяет повысить долговечность крестовых ножей в 3,5-4 раза, улучшить их работоспособность и режущие свойства. Для восстановления изношенных ножей на некоторых предприятиях используют наплавку лежащим электродом под флюсом. Электродами служат металлические пластины или трубки. Перед наплавкой проводят подготовительные операции. Во избежание короткого замыкания наплавляемую поверхность ножа (лезвие) покрывают слоем гранулированного плавленого флюса типа АН-348 А толщиной 3-5 мм. Над ним укладывают электрод, зажатый в специальном электроде-держателе. Поверхность электрода покрывают ровным слоем легирующей шихты, состоящей из сухих порошковых материалов. Иногда для этого используют легирующую шихту в виде пасты, а для закрепления порошков - жидкое натриевое стекло. 3. Рамные конструкции.Основными дефектами рамных конструкций являются появление трещин по сварным швам и изгиб элементов. После предварительной разделки швов трещины заваривают дуговой сваркой электродами Э-42А, Э-46А, MP-3, АНО-4, АЗС-12 и др. Режим сварки (диаметр электрода и величину сварочного тока) устанавливают в зависимости от толщины стенок элементов металлоконструкций. 4. Корпусные детали.Основные дефекты корпусных деталей - трещины, износ посадочных поверхностей под подшипники, повреждения резьбы. Технология их устранения рассмотрена ранее. 5. Блоки цилиндров компрессоров выбраковывают, если на рабочей поверхности зеркала имеются трещины, а также при обломах фланцев. Незначительный износ рабочей поверхности цилиндров (до 0,1 мм), небольшие задиры, царапины, вмятины, овальность и конусность до 0,05 мм устраняют зачисткой или хонингованием. Хонингование проводят на вертикально-хонинговальных станках 3А833 хонинговальными головками с корундовыми брусками на керамической или бакалитовой связке зернистостью 400-600. При износе рабочей поверхности по внутреннему диаметру цилиндров до 2 мм ее можно восстановить до номинального размера путем железнения с последующим пористым хромированием и механической обработкой поверхности. При износе зеркала цилиндров более 2 мм, а также при появлении на нем раковин цилиндры ремонтируют расточкой (на 10-15 мм) на вертикально-расточном станке с последующей установкой дополнительной детали - гильзы. После запрессовки гильза обрабатывается (растачивается и хонингуется до номинального размера). Наиболее качественная расточка достигается при скорости резания 175 м/с, глубине резания 0,15-0,2 мм и подаче 0,1-0,15 мм/об. 6. Детали типа «вал».При ремонте оборудования для переработки продукции животноводства и растениеводства встречаются следующие основные дефекты валов, валков и валиков: износ шпоночного паза; износ и повреждение резьбы; износ посадочных поверхностей под подшипники качения, скольжения и рабочие колеса; изгиб. В механических мастерских мукомольных предприятий большой объем работ выполняют по обработке рабочих поверхностей вальцов, поверхность которых обрабатывают на шлифовально-рифельных станках. 8.4Технология монтажных и пусконаладочных работ Технические требования на монтаж типовых сборочных единиц (рамы, редукторы, резьбовые, шлицевые и шпоночные соединения, ремонтные и цепные передачи, муфты, подшипники, запорная и регулирующая аппаратура, санитарные приборы) являются общими. Рама- основная базовая часть машины или оборудования, предназначенная для установки на ней деталей, сборочных единиц и механизмов. Представляет собой сварную конструкцию. Неправильное ее положение при монтаже ведет к преждевременному выходу машины из строя. Поэтому перед установкой рамы в проектное положение проверяют ее целостность, жесткость, отсутствие деформаций. Устанавливают раму на фундамент и выверяют ее положение в горизонтальной и вертикальной плоскостях по уровню, при необходимости подкладывают под основание металлические подкладки, собираемые в пакеты. Число подкладок в пакете - не более пяти, включая тонколистовые, применяемые для окончательной выверки. После установки рамы на подкладки частично затягивают фундаментные болты, а затем контролируют ее положение. При необходимости раму приподнимают, добавляют в пакеты тонколистовые подкладки или заменяют ранее установленные подкладками другой толщины. Затем вновь затягивают фундаментные болты и контролируют положение рамы. Затягивают болты после полного затвердения бетона с помощью гаечных ключей с определенной силой, контролируемой по крутящему моменту, который измеряют с помощью предельных и динамометрических ключей. После окончательной затяжки болтов подкладки прихватывают между собой сваркой. Конец фундаментного болта должен выступать над плоскостью гайки не более чем на высоту гайки. В отдельных случаях под раму подливают жидкий цементный раствор, устанавливают ее на резиновые прокладки или ровную твердую площадку без крепления. Шпоночные соединения применяют для соединения валов со ступицами деталей вращения (маховики, звездочки, шкивы и т.п.). При сборке соединений следует проверить формы и размеры шпонки, пазов вала и ступицы, убрать забоины, задиры и заусенцы. Запрессовывают шпонку специальными приспособлениями или молотком с медным или свинцовым бойком. Перед запрессовкой клиновую шпонку и пазы смазывают машинным маслом. Качество сборки соединения проверяют по наличию бокового зазора, который не должен превышать 0,35 мм при ширине клиновой шпонки 13-18 мм, высоте 5-11 мм и 0,4 мм - при ширине шпонки 20-28 мм и высоте 8-16 мм и отсутствовать в соединениях с призматическими шпонками. Зазор проверяют щупом. Ременная передача - распространенный тип механических передач из-за своих преимуществ: плавность и бесшумность хода, Рисунок - Схема технологического процесса капитального ремонта машин (оборудования) Производственным процессомремонта называется совокупность всех действий людей и орудий производства, выполняемых для восстановления работоспособности оборудования. Производственный процесс ремонта охватывает не только все технологические работы, но и другие необходимые виды деятельности (организационно-экономические, снабженческие, хранение, транспортирование и т.д.). Он относится к участку, цеху, предприятию (производственный процесс механического участка и т.д.). Технологический процесс относится к детали, агрегату, машине, стенду и т.д. (технологический процесс механической обработки вала и т.д.). Он представляет собой наиболее значимую часть производственного процесса. Его структура и степень расчленения зависят от устройства ремонтируемого оборудования, вида и метода ремонта (текущий, средний, капитальный, индивидуальный эксплуатирующей организацией, поточный на специализированном предприятии и др.). 8.2Структура, классификация, основные параметры и требования к технологическому оборудованию перерабатывающих предприятий Предприятия перерабатывающей отрасли оснащены производственным оборудованием, служащим для механизации ручного труда и автоматизации его управления. Производственное оборудование, предназначенное для выполнения операций по переработке сельскохозяйственного сырья в пищевые и технические продукты, называют технологическим. Технологическое оборудование, в котором обрабатываемый продукт, сохраняя свои физико-механические и другие свойства, изменяет только форму, размеры и т. п., называют машиной. Конструктивная особенность машины - наличие движущихся исполнительных органов, которые механически воздействуют на обрабатываемый продукт. Технологическое оборудование, в котором обрабатываемый продукт изменяет свои физико-механические, биохимические свойства или агрегатное состояние, называют аппаратом. Конструктивная особенность аппарата - наличие определенного реакционного пространства (объема) или рабочей камеры (резервуара), в которых происходит воздействие на продукт с целью изменения его свойств. Кроме того, для работы аппарата применяют различные рабочие жидкости (горячую, холодную, ледяную воду), пар и другие, которые называются тепло - и хладоносителями. Взаимодействие рабочей жидкости и обрабатываемого продукта в аппарате может происходить при прямом и непрямом контакте. Во втором случае взаимодействие, как правило, осуществляется через разделяющую поверхность (металлическую стенку). Структура оборудования. Любая единица технологического оборудования состоит из следующих частей: станины (корпуса, рамы и т. п.), устройства или узлов загрузки (выгрузки) продукта, защиты (блокировки), привода и исполнительного (передаточного) механизма, исполнительных органов и контрольно-измерительных приборов. Основными частями, взаимодействие которых определяет техническую характеристику оборудования, являются привод, исполнительный механизм и исполнительные органы. Станина предназначена для крепления всех частей оборудования, в том числе дополнительных устройств (транспортирования, подъема и т. п.), необходимых для работы оборудования. В отдельных видах оборудования (сепараторы и др.) станина кроме основного назначения служит устройством (картером), в котором находится смазка для исполнительного механизма. Устройство загрузки (выгрузки) осуществляет периодическую или непрерывную подачу продукта в оборудование, а также может обеспечивать его дозирование по объему или массе в зависимости от требований технологического процесса. Устройство защиты (блокировки) предназначено для предотвращения неправильного или несвоевременного включения или отключения отдельных частей оборудования или предохранения их от разрушения при аварии. Привод служит для передачи движения через исполнительный механизм или исполнительные органы оборудования. В качестве привода применяют электрические, гидравлические и пневматические механизмы. Электрический привод получил наибольшее распространение. Его основная часть - электродвигатель. Исполнительный (передаточный) механизм предназначен для передачи движения от привода к исполнительным органам технологического оборудования. Этот механизм состоит из ведущего звена, которое связано с приводом, и ведомого звена, соединяемого с исполнительными органами. Основной параметр, характеризующий работу исполнительного механизма, - передаточное отношение (число). Исполнительные органы предназначены для непосредственного оказания на обрабатываемый продукт энергетического (механического, теплового) воздействия или создания условий, обеспечивающих взаимодействие продукта с рабочими средами или энергетическими полями. Эти органы разнообразны по конструкции, что обусловлено различием свойств обрабатываемой продукции, способов, режимов и направления воздействия на них. По конструкции исполнительные органы бывают лопастные, шнековые и винтовые, барабанные, вальцовые, мембранные и шланговые, ленточные, сетчатые, фрикционные, в виде пары цилиндр-поршень, сопловые, форсуночные и дисковые. По способу воздействия исполнительные органы можно разделить на очищающие, истирающие, перемешивающие и теплопередающие. В зависимости от характера цикла работы оборудование бывает периодического и не - прерывного действия. В оборудовании периодического действия продукт подвергается воздействию в течение определенного времени, после чего он выгружается. В оборудовании непрерывного действия загрузка, обработка и выгрузка продукта осуществляются одновременно. Степень механизации и автоматизации оборудования зависит от соотношения выполняемых им основных и вспомогательных операций. В зависимости от этого соотношения оборудование подразделяют на неавтоматическое, полуавтоматическое и автоматическое. В неавтоматическом оборудовании вспомогательные и частично основные операции выполняют с применением ручного труда. В полуавтоматах основные операции выполняет оборудование, а вспомогательные - человек. В автоматах все операции выполняются оборудованием. В зависимости от сочетания технологического оборудования в производственном потоке различают отдельные единицы (выполняют одну операцию), агрегаты (выполняют последовательно различные операции), комбинированное оборудование (выполняют законченный цикл операций) и поточные технологические линии (выполняют все операции в непрерывном потоке). Функциональное назначение оборудования определяет способы и принципы воздействия на обрабатываемое сырье. По функциональному признаку различают следующие основные группы оборудования: для приема, транспортирования и хранения сырья; для механической обработки сырья; для тепловой обработки сырья; для выпаривания и сушки; для розлива, фасования и упаковывания продукции. Классификация по функциональному признаку позволяет теснее связать принципы работы оборудования с законами механики, гидромеханики, теплофизики, физической химии, биохимии и микробиологии. Кроме того, применяется оборудование для выработки конкретных видов продукции. Например, маслоизготовители, маслообразователи, прессы для сыра и т. д. Основные параметры оборудования. Работа технологического оборудования выражается техническими и технологическими показателями, составляющими его техническую характеристику. К ним обычно относят: - производительность, т. е. количество перерабатываемого сырья или вырабатываемой продукции в единицу времени; - потребляемую энергетическую мощность, выражаемую количеством тепло — или хладоноситля, электричества в единицу времени; - параметры электрической энергии (напряжение, частота, количество фаз), теплоносителя (температура, давление), хладоносителя (вид, температура); - параметры сырья и вырабатываемой продукции; - параметры режима работы оборудования и его отдельных элементов и узлов - -давление, температуру, частоту вращения и др.; - габаритные размеры и массу оборудования; - условия эксплуатации (характеристика производственного помещения, температура и относительная влажность воздуха). Техническая характеристика оборудования определяет его пригодность для выполнения технологической операции при выработке конкретных видов продукции. Основные требования к оборудованию. К технологическому оборудованию предприятий перерабатывающей отрасли предъявляют как общие требования, характерные для всех видов пищевого оборудования, так и специальные (санитарные), определяемые особенностями перерабатываемого сырья, а также требования безопасности. К общим требованиям, предъявляемым к технологическому оборудованию перерабатывающих предприятий, относятся необходимая производительность, минимальные материало- и энергоемкость, трудоемкость и безопасность в обслуживании, качество вырабатываемой продукции, ремонтопригодность, надежность, долговечность, экологическая безопасность. Особенность технологического оборудования перерабатывающей отрасли - это высокие санитарные требования к его конструкции. Исполнительные органы технологического оборудования конструктивно выполняют таким образом, чтобы при самых неблагоприятных условиях эксплуатации исключить возможность проникновения в рабочую зону посторонних предметов, смазочных масел, ржавчины или металлической пыли, получаемой от износа деталей. Конструкционные материалы технологического оборудования при контактировании с с пищевыми продуктами не должны образовывать примесей, загрязняющих пищевую продукцию и снижающих ее качество. Запрещается применять в рабочей зоне детали из свинца, цинка, меди, сплавов и покрытия из них, а также покрытия из кадмия, никеля, хрома, эмалей, пенопластов, пластмасс на основе формальдегида, материалов, содержащих стекловолокно, асбест, изделия из керамики, стекла, лакокрасочных покрытий. Применяемые материалы должны быть стойкими к химическим, тепловым и механическим воздействиям при систематической мойке, чистке и дезинфекции оборудования. Цвет конструкционных материалов в рабочей зоне не должен влиять на оценку качества пищевой продукции и затруднять выявление загрязнений. Для изготовления металлоконструкций (рам, станин, связей и т. д.) следует применять профили замкнутого сечения. Конструкция оборудования должна обеспечивать защиту продукта от внешних загрязнений, исключать выбросы продуктов или вспомогательных материалов в окружающую среду, обеспечивать полное опорожнение и хорошую очищаемость оборудования, предотвращать застой остатков продукта и образование очагов гниения. Все поверхности должны быть доступны для санитарной обработки и контроля ее качества. В конструкции продуктовой зоны оборудования не должно быть непромываемых мест, глухих карманов, щелей, а также перегородок, ступенек, кромок, резких сужений поперечного сечения, необходимость в которых не обусловлена требованиями технологического процесса. В частности, ванны, металлические технологические емкости и детали, соприкасающиеся с продуктами, должны иметь легкоочищаемую гладкую поверхность без щелей, зазоров, выступающих частей и других элементов, затрудняющих чистку. Конструкция продуктовой зоны оборудования, предусматривающего замкнутую систему санитарной обработки (безразборную мойку), должна обеспечивать возможность периодической разборки для ручной чистки и контроля. Съемные и разборные детали и узлы должны быть снабжены легкоразборными соединениями. В продуктовой зоне оборудования не допускается применять заклепки, болты, точечную сварку, соединения внахлест. Стыки поверхностей и вершины углов должны быть скруглены радиусом не менее 6 мм, а при применении механизированной мойки оборудования - радиусом не менее 50 мм. Сливные и переливные трубы оборудования должны соединяться с канализацией закрытым способом с устройством сифонов или через воронки с разрывом струи. Чистота обработки поверхностей деталей и узлов оборудования должна соответствовать ГОСТ 2789. Уплотни - тельные устройства валов должны исключать попадание сырья, моющих средств и т. д. в механизм привода, а смазочных материалов - в продуктовую зону. Размещение оборудования, обвязка его трубопроводами, соединение с системой канализации не должны препятствовать санитарной обработке и контролю. Расположение арматуры и мест присоединения трубопроводов, подающих среду, отличную от пищевого продукта (например, гидравлическое масло, охлаждающая среда), должно исключать загрязнение продукта в результате утечек в процессе работы и не препятствовать санитарной обработке оборудования. Изоляция поверхностей оборудования должна быть выполнена из теплоизолирующих материалов, не загрязняющих окружающую среду и продукт. В частности, для теплоизоляции любых поверхностей нельзя использовать материалы, содержащие стекловолокно или шлаковату. ГОСТ 12.2.003 «Оборудование производственное. Общие требования безопасности» устанавливает требования безопасности к производственному оборудованию в части конструкций, органов его управления, средств защиты, входящих в конструкцию, а также требования безопасности, определяемые особенностями монтажных и ремонтных работ, транспортированием и хранением производственного оборудования. Оборудование должно быть безопасным при монтаже, эксплуатации, ремонте, транспортировании и хранении, не загрязнять выбросами вредных веществ окружающую среду (воздух, почву, водоемы) выше установленных норм. Безопасность оборудования обеспечивается выбором принципа действия, конструктивных схем, безопасных элементов конструкции и т. п., применением средств механизации, автоматизации, дистанционного управления и защиты; выполнением эргономических требований; включением требований безопасности в техническую документацию по монтажу, эксплуатации, ремонту, транспортированию и хранению. Оборудование должно быть пожаро - и взрывобезопасным, устойчивым к повышенной влажности, колебаниям давления и температуры, действию агрессивных веществ, ветровых нагрузок, обледенения. Движущиеся части оборудования - гребенки, выступающие концы валов и элементы их частей (винты, шпонки), питательные и накатные валики, ролики, открытые передачи, торцы барабанов (роликов) в местах набегания конвейерной ленты (пластин), в местах термо - и ультразвуковой сварки, питательные воронки (бункера) - должны иметь ограждения. Не закрепленные наглухо (на болтах, винтах и т. п.) ограждения зубчатых передач должны иметь устройства, позволяющие открыть их только после полной остановки машины и обеспечивающие ее пуск лишь при закрытом ограждении. Рабочие места обслуживающего персонала должны находиться вне зоны перемещения механизмов, сырья и готовой продукции. Конструкция оборудования должна предусматривать меры по ограничению выделения конвекционного и лучистого тепла (теплоизоляцию). В машинах с местным охлаждением должно быть устройство, блокирующее пуск машины при отсутствии хладоносителя. Оборудование, выделяющее влагу, газы, пыль и посторонние запахи, должно быть максимально загерметизировано. При недостаточной герметизации необходимо использовать местные отсосы воздуха. Наружные выступающие части оборудования должны быть закруглены по радиусу не менее 5 мм и не иметь заусенцев, наплывов металла после сварки. Кнопки включения производственного оборудования должны быть заглублены на 3-5 мм в корпусе пусковой коробки. Органы управления (кнопки, рукоятки, маховики и т. п.) у постоянного рабочего места должны размещаться в рабочей зоне, ограниченной в пределах: по длине не более 0,7 м, по глубине не более 0,4 м и по высоте не более 0,6 м. Указанные органы управления должны быть над уровнем пола (площадки) на высоте 0,9-1,5 м при обслуживании стоя и 0,6-1,2 м при обслуживании сидя. Все кнопки, рукоятки, маховики и другие органы управления должны иметь обозначения или надписи, поясняющие их функциональное назначение, а также окрашены в соответствующие цвета: красный - остановка; ахроматический (черный, серый или белый), допускается зеленый - пуск; ахроматический - попеременные остановка или пуск; желтый - аварийное включение; ахроматический или синий - специальное включение. Площадки для обслуживания машин и оборудования, расположенные на высоте, должны иметь ограждения и лестницы с поручнями, а также свободный проход шириной не менее 0,7 м. Настилы площадок должны исключать скольжение и иметь по краям сплошную зашивку на высоте 0,15 м. Высота ограждения и перил должна быть не менее 1 м, а на высоте 0,5-0,6 м от настила площадки (лестницы) необходимо размещать дополнительное продольное ограждение и вертикальные стойки с шагом не более 1,2 м. Лестницы на высоте 3-5 м должны иметь переходные площадки; ширина лестницы - не менее 0,6 м, расстояние между ступенями - 0,2, ширина ступени - не менее 0,12 м. Лестницы высотой более 1,5 м должны иметь наклон не менее 45°, меньшей высоты - не более 60 градусов к горизонту. Усилие на рукоятках, рычагах постоянного пользования при ручном управлении не должно превышать 40 Н, а при ручном регулировании и наладке - 100 Н. Пусковые педали ножного управления оборудованием должны иметь ограждения или предохранительные устройства, исключающие случайное выключение оборудования (падение предмета, случайное нажатие). Ограждение педали должно быть прочным, не иметь острых краев и не стеснять движения ноги. Площадка пусковой педали должна быть прямой с рифленой поверхностью (нескользкой) и иметь закругление в начале и упор для ноги в конце. Ширина педали должна быть не менее 80 мм, а длина до упора - 110-130 мм. Возвышение педали над уровнем пола площадки (перед ее включением) не должно превышать 120 мм, а прожатие ее (после включения) - 60 мм; усилие при нажатии на педаль в положении сидя -24,5 Н, в положении стоя — 34,5 Н. Задвижки, вентили и краны, расположенные выше 2 м от уровня пола (рабочей площадки) или заглубленные, должны иметь приспособления (рычажные, штанговые и др.), позволяющие открывать и закрывать их с рабочего места. Стационарная контрольно-измерительная аппаратура должна быть установлена на рабочих местах не выше 2 м от уровня пола (рабочей площадки). Токоведущие части оборудования должны быть надежно электроизолированы, ограждены или находиться в недоступных для людей местах. Электрическая аппаратура, установленная на технологическом оборудовании, а также его заземление должны отвечать требованиям правил устройства электроустановок. Температура нагретых поверхностей оборудования, ограждений и трубопроводов на рабочих местах не должна превышать 45"С. Ванны, баки и другие рабочие емкости следует оборудовать сливными и переливными устройствами, соединяемыми с канализацией закрытым способом, с разрывом струи и запорными устройствами. Оборудование, работающее под избыточным давлением (автоклавы, стерилизаторы и др.), проектируют и эксплуатируют в соответствии с Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением. Эти правила распространяются на работу металлических сосудов, эксплуатируемых под избыточным давлением свыше 0,07 МПа. Конструкция сосудов должна быть надежной, обеспечивать безопасность при эксплуатации, предусматривать возможность их осмотра, санитарной обработки и ремонта. Все, что мешает внутреннему осмотру, должно быть съемным. Сосуды с внутренним диаметром более 800 мм должны иметь достаточное число лазов для осмотра и ремонта, которые располагают в местах, доступных для обслуживания. Лазы имеют круглую и овальную формы. Круглые лазы должны иметь диаметр не менее 400 мм, овальные - малая ось не менее 325 мм, большая - не менее 400 мм. Сосуды в виде трубчатых теплообменников разрешается изготовлять без люков и лазов. Опрокидывающиеся сосуды должны иметь приспособления, предотвращающие самоопрокидывание. Днища сосудов обычно имеют эллиптическую форму, но могут быть выполнены в виде полушара или шарового сегмента. Сварные швы сосудов должны быть только стыковыми. В стыковых соединениях элементов сосудов с различной толщиной стенок переход от одного элемента к другому должен быть плавным, а толщина кромки более толстого элемента должна уменьшаться постепенно. Угол наклона поверхностей перехода не должен превышать 15°. Если разница в толщине соединяемых элементов составляет не более 30 % толщины тонкого элемента и не превышает 5 мм, то допускается применение сварных швов без предварительного уменьшения толщины толстого элемента. В горизонтальных сосудах, нижняя часть которых малодоступна для осмотра, продольные швы не должны быть в пределах центрального угла, равного 140° нижней части корпуса. Отверстия для лазов и люков следует располагать вне сварных швов. Расстояние между центрами двух соседних отверстий определяют путем расчета на прочность. Расстояние от кромки отверстия на выпуклом днище до внутренней поверхности отбортовки должно быть не менее 0,1 внутреннего диаметра днища. Для изготовления и ремонта сосудов необходимо использовать материалы, указанные в Правилах устройства и безопасной эксплуатации сосудов, работающих под давлением. Требования к оборудованию предприятий малой производительности. Эксплуатация технологического оборудования большой производительности, а значит, и высокой стоимости на малых предприятиях невыгодна, не хватает сырья, чтобы загрузить их на полную мощность. Экономически целесообразно применять универсальное (по назначению) и многооперационное оборудование. Оно должно быть легко - и быстропереналаживаемым, дешевым, надежным и долговечным. Такое оборудование можно создавать по принципу агрегатирования, применяя общий привод и сменные органы для выполнения различных операций. Детали и узлы должны быть унифицированы и иметь минимальные размеры. Для работы оборудования на малых предприятиях, как правило, не применяют пар (особенно высокого давления), сжатый воздух и газ. Наиболее эффективной работа оборудования и всего малого производства в целом будет при использовании местных природных источников тепло -, водо - и холодоснабжения. При проектировании производства необходимо учитывать возможность применения естественного холода для хранения сырья и продукции. Для эксплуатации оборудования на малых предприятиях необходимы специально подготовленные технологи, механики, лаборанты, рабочие. 8.3Быстроизнашивающиеся детали, их характерные дефекты и особенности восстановления 1. Пример. Шнеки и клапаны машин по переработке мяса птицы (приготовления колбасы и фарша из мяса птицы). Высокая абразивная способность измельченных костей приводит к износу рабочих витков шнека до 2-3 мм и конических поверхностей клапана и шнека до 10 мм, несмотря на использование в отечественных установках для изготовления этих деталей высокоуглеродистой коррозионно-стойкой стали 95х18, обеспечивающей при правильной термообработке твердость 57-60 hrc. Процесс восстановления изнашиваемых поверхностей шнеков и клапанов оборудования для переработки мяса птицы включает следующие операции: - термическая обработка деталей для снятия внутренних напряжений и улучшения обрабатываемости резанием; - черновая проточка посадочных цилиндрических поверхностей для установки ремонтных деталей; - механическая обработка ремонтных деталей из коррозионно-стойкой стали 12Х18Н10Т; - электродуговая наплавка сильно изношенных участков рабочих витков шнека электродами из аустенитной коррозионно-стойкой стали; - дробеструйная обработка изделий; - газотермическая наплавка изнашиваемых поверхностей ремонтных и основных деталей порошковыми смесями эвтектических сплавов систем ni-cr-b-si-c и fe-cr-b-si-c; - термическая обработка наплавленных деталей для предотвращения скалывания наплавленных слоев и образования холодных трещин; - предварительная механическая обработка наплавленных поверхностей; - окончательная проточка посадочных поверхностей; - горячая посадка ремонтных деталей; - окончательная механическая обработка (шлифовка) трущихся поверхностей и режущих кромок деталей в сборе. 2. Режущие рабочие органы.Для переработки сельскохозяйственной продукции массовое применение получили ручные обвалочные ножи, крестовые ножи и ножевые решетки промышленных мясорубок (волчков), ножи куттерных и центробежных свеклорезных установок и другие режущие рабочие органы. Режущий инструмент эксплуатируется в условиях знакопеременных динамических нагрузок в агрессивных средах и относится к быстроизнашивающимся. При резании пищевого сырья изнашиваются главным образом режущие кромки инструмента, при этом потери металла составляют не более 1-2% от его первоначальной массы. Это свидетельствует о наличии значительного остаточного ресурса и о необходимости восстановления и упрочнения режущего инструмента. В мясной промышленности большую часть оборудования составляют мясоизмельчительные машины. Надежность их работы и качество получаемого продукта во многом зависят от износостойкости деталей режущего комплекта (ножей и решеток). Основной причиной выхода из строя режущих инструментов является изнашивание. Его интенсивность особенно повышается при переработке замороженного мяса и мясокостного сырья. У крестовых ножей наиболее частым дефектом являются износ режущих поверхностей (уменьшение их линейных размеров) и затупление лезвия. Наличие данного дефекта ухудшает качество измельчения продукта, приводит к резкому повышению температуры в зоне резания и возрастанию энергозатрат на обработку перерабатываемой массы. На мясоперерабатывающих предприятиях работоспособность крестовых ножей восстанавливают путем ежесменных перезаточек на шлифовальных станках. Этот способ наиболее прост, но восстанавливать работоспособность крестовых ножей заточкой можно только до определенного предела, ограниченного небольшой высотой режущих поверхностей. Изношенные крестовые ножи можно восстанавливать путем установки на штифты дополнительных ремонтных режущих пластин, выполненных из сплавов с высокой износостойкостью. Однако в местах соединения пластин с ножом на их поверхностях возникают очаги фреттинг-коррозии, вызывающие ускорение процесса изнашивания. Распространенным способом восстановления крестовых ножей является дуговая наплавка. Подготовка кромок ножа под наплавку заключается в снятии по всей длине фасок размерами 3 мм х 45°, а затем его подвергают пескоструйной обработке. Для уменьшения склонности к трещинообразованию ножи перед наплавкой нагревают до 300-400°С. Наплавку электродами ЗН-60М, ОЗИ-3, ОЗЛ-6 рекомендуется вести на постоянном токе обратной полярности короткой дугой (I = 80-100 А - для электродов диаметром 0,3 мм и I = 160-240 А - для электродов диаметром 0,5 мм). Применение наплавки позволяет повысить долговечность крестовых ножей в 3,5-4 раза, улучшить их работоспособность и режущие свойства. Для восстановления изношенных ножей на некоторых предприятиях используют наплавку лежащим электродом под флюсом. Электродами служат металлические пластины или трубки. Перед наплавкой проводят подготовительные операции. Во избежание короткого замыкания наплавляемую поверхность ножа (лезвие) покрывают слоем гранулированного плавленого флюса типа АН-348 А толщиной 3-5 мм. Над ним укладывают электрод, зажатый в специальном электроде-держателе. Поверхность электрода покрывают ровным слоем легирующей шихты, состоящей из сухих порошковых материалов. Иногда для этого используют легирующую шихту в виде пасты, а для закрепления порошков - жидкое натриевое стекло. 3. Рамные конструкции.Основными дефектами рамных конструкций являются появление трещин по сварным швам и изгиб элементов. После предварительной разделки швов трещины заваривают дуговой сваркой электродами Э-42А, Э-46А, MP-3, АНО-4, АЗС-12 и др. Режим сварки (диаметр электрода и величину сварочного тока) устанавливают в зависимости от толщины стенок элементов металлоконструкций. 4. Корпусные детали.Основные дефекты корпусных деталей - трещины, износ посадочных поверхностей под подшипники, повреждения резьбы. Технология их устранения рассмотрена ранее. 5. Блоки цилиндров компрессоров выбраковывают, если на рабочей поверхности зеркала имеются трещины, а также при обломах фланцев. Незначительный износ рабочей поверхности цилиндров (до 0,1 мм), небольшие задиры, царапины, вмятины, овальность и конусность до 0,05 мм устраняют зачисткой или хонингованием. Хонингование проводят на вертикально-хонинговальных станках 3А833 хонинговальными головками с корундовыми брусками на керамической или бакалитовой связке зернистостью 400-600. При износе рабочей поверхности по внутреннему диаметру цилиндров до 2 мм ее можно восстановить до номинального размера путем железнения с последующим пористым хромированием и механической обработкой поверхности. При износе зеркала цилиндров более 2 мм, а также при появлении на нем раковин цилиндры ремонтируют расточкой (на 10-15 мм) на вертикально-расточном станке с последующей установкой дополнительной детали - гильзы. После запрессовки гильза обрабатывается (растачивается и хонингуется до номинального размера). Наиболее качественная расточка достигается при скорости резания 175 м/с, глубине резания 0,15-0,2 мм и подаче 0,1-0,15 мм/об. 6. Детали типа «вал».При ремонте оборудования для переработки продукции животноводства и растениеводства встречаются следующие основные дефекты валов, валков и валиков: износ шпоночного паза; износ и повреждение резьбы; износ посадочных поверхностей под подшипники качения, скольжения и рабочие колеса; изгиб. В механических мастерских мукомольных предприятий большой объем работ выполняют по обработке рабочих поверхностей вальцов, поверхность которых обрабатывают на шлифовально-рифельных станках. 8.4Технология монтажных и пусконаладочных работ Технические требования на монтаж типовых сборочных единиц (рамы, редукторы, резьбовые, шлицевые и шпоночные соединения, ремонтные и цепные передачи, муфты, подшипники, запорная и регулирующая аппаратура, санитарные приборы) являются общими. Рама- основная базовая часть машины или оборудования, предназначенная для установки на ней деталей, сборочных единиц и механизмов. Представляет собой сварную конструкцию. Неправильное ее положение при монтаже ведет к преждевременному выходу машины из строя. Поэтому перед установкой рамы в проектное положение проверяют ее целостность, жесткость, отсутствие деформаций. Устанавливают раму на фундамент и выверяют ее положение в горизонтальной и вертикальной плоскостях по уровню, при необходимости подкладывают под основание металлические подкладки, собираемые в пакеты. Число подкладок в пакете - не более пяти, включая тонколистовые, применяемые для окончательной выверки. После установки рамы на подкладки частично затягивают фундаментные болты, а затем контролируют ее положение. При необходимости раму приподнимают, добавляют в пакеты тонколистовые подкладки или заменяют ранее установленные подкладками другой толщины. Затем вновь затягивают фундаментные болты и контролируют положение рамы. Затягивают болты после полного затвердения бетона с помощью гаечных ключей с определенной силой, контролируемой по крутящему моменту, который измеряют с помощью предельных и динамометрических ключей. После окончательной затяжки болтов подкладки прихватывают между собой сваркой. Конец фундаментного болта должен выступать над плоскостью гайки не более чем на высоту гайки. В отдельных случаях под раму подливают жидкий цементный раствор, устанавливают ее на резиновые прокладки или ровную твердую площадку без крепления. Шпоночные соединения применяют для соединения валов со ступицами деталей вращения (маховики, звездочки, шкивы и т.п.). При сборке соединений следует проверить формы и размеры шпонки, пазов вала и ступицы, убрать забоины, задиры и заусенцы. Запрессовывают шпонку специальными приспособлениями или молотком с медным или свинцовым бойком. Перед запрессовкой клиновую шпонку и пазы смазывают машинным маслом. Качество сборки соединения проверяют по наличию бокового зазора, который не должен превышать 0,35 мм при ширине клиновой шпонки 13-18 мм, высоте 5-11 мм и 0,4 мм - при ширине шпонки 20-28 мм и высоте 8-16 мм и отсутствовать в соединениях с призматическими шпонками. Зазор проверяют щупом. Ременная передача - распространенный тип механических передач из-за своих преимуществ: плавность и бесшумность хода, |

