 2015-04-01
2015-04-01 950
950Притирка – один из самых точных методов обработки. С ее помощью достигается точность обработки О,05., О,3 мкм.
Рабочий инструмент для ручной притирки состоит из притира и абразивного материала. Форма притира зависит от формы обрабатываемой поверхности. Для притирки открытых поверхностей применяют притирочные плиты и бруски. Обработку внутренних и наружных поверхностей вращения ведут притирами с цилиндрической или конической рабочей поверхностью.
Плоские притиры изготовляют в виде плит, стержней, брусков. На плитах (рис. 42, а) притирают плоскости. Для притирки узких внутренних граней применяют бруски (рис. 42,6). Притиры-стержни (рис. 42, в) по форме похожи на напильники. Ими притирают не только плоскости, но и цилиндрические и конические наружные поверхности, придавая обрабатываемым деталям вращательное движение.
Плоские притиры для предварительной (черновой) притирки имеют канавки шириной и глубиной 1…2 мм. Расстояние между канавками составляет мм. На плитах-притирах канавки располагают так, что они образуют квадраты, повернутые под углом к кромкам притира. Притиры для окончательной притирки выполняются гладкими.
Цилиндрические притиры (рис. 42, г), служащие для притирки цилиндрических наружных поверхностей, представляют собой разрезную втулку, закрепляемую в специальных приспособлениях – жимках. Размер отверстия во втулке регулируют с помощью зажимного винта.
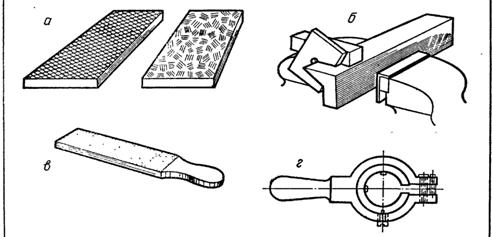
Рис. 42. Притиры: а-плиты; б – бруски; в – стержни; г. – втулки.








