 2015-04-01
2015-04-01 3368
3368Сварное соединение – неразъемное соединение, выполненное при помощи сварки.
В зависимости от расположения свариваемых деталей различают следующие типы сварных соединений (табл. 2.1):
Таблица 2.1
Типы сварных соединений (по ГОСТ Р ИСО 17659 – 2009 )
| № | Тип соединения | |
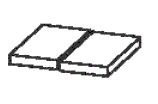 | Стыковое соединение – тип соединения, при котором детали лежат в одной плоскости и примыкают друг к другу торцевыми поверхностями | |
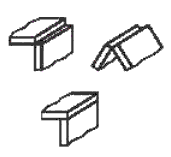 | Угловое соединение – тип соединения, при котором угол между поверхностями двух деталей в месте примыкания кромок свыше 30° | |
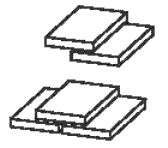 | Нахлесточное соединение – тип соединения, при котором детали параллельны друг другу и частично перекрывают друг друга | |
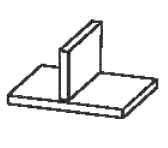 | Тавровое соединение под прямым углом – тип соединения, при котором детали сопрягаются под прямым углом (образуя Т-образную форму) | |
 | Тавровое соединение под острым углом – тип соединения, при котором деталь примыкает к другой под острым углом | |
 | Торцевое соединение – тип соединения, при котором угол между поверхностями двух деталей в месте примыкания кромок составляет от 0° до 30° | |
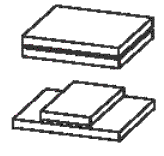 | Параллельное соединение – тип соединения, при котором детали параллельны друг другу | |
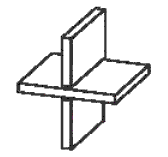 | Крестообразное соединение – тип соединения, при котором две детали, лежащие в одной плоскости, примыкают под прямым углом к третьей детали, лежащей между ними (образуя двойную Т-образную форму) | |
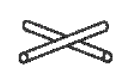 | Перекрестное соединение – тип соединения, при котором две детали (например, проволоки) лежат друг на друге, пересекаясь | |
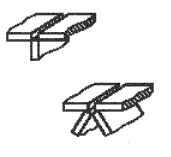 | Соединение нескольких деталей – тип соединения, при котором не менее трех деталей примыкают друг к другу под любым установленным углом |
Сварной шов – участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации. Сварные швы могут быть стыковыми, угловыми и точечными.
Стыковой шов – сварной шов стыкового соединения.
Угловой шов – сварной шов углового, нахлесточного и таврового соединений.
Точечный шов – сварной шов, в котором связь между сваренными частями осуществляется сварными точками.
Сварные швы различают по длине, количеству слоев наложения, форме, ориентации их в пространстве и т.д.
Непрерывный шов – сварной шов без промежутков по длине. Прерывистый шов – сварной шов с промежутками по длине.
В зависимости от размеров сечения швы выполняют однослойными (однопроходными) или многослойными (многопроходными). Однослойная сварка производительна и экономична, но металл шва недостаточно пластичен вследствие грубой столбчатой структуры металла шва и увеличенной зоны перегрева.
В случае многослойной сварки каждый нижележащий валик проходит термическую обработку при наложении последующего валика. Это позволяет получить измельченную структуру металла шва, а следовательно, повышенные механические свойства шва и сварного соединения.
По форме наружной поверхности сварочные швы могут быть плоскими, выпуклыми или вогнутыми. Форма сварочного шва оказывает влияние на его физико-механические свойства и на расход электродного металла, связанный с его формированием. Наиболее экономичны плоские и вогнутые швы. Кроме того, они лучше работают при динамических нагрузках, т.к. отсутствует резкий переход от основного металла к сварному шву.
Выступающую часть шва над поверхностью основного металла называют выпуклостью шва (рис. 2.11).
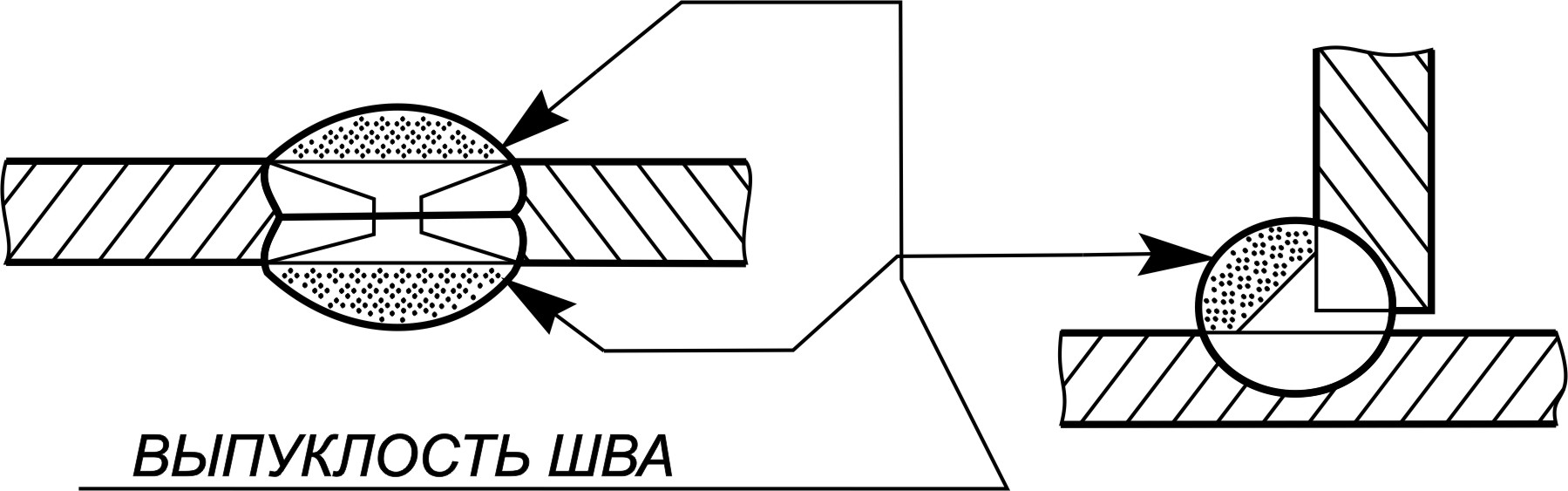
Рис. 2.11. Выпуклость шва
Чрезмерный наплыв выпуклых швов приводит к перерасходу электродного металла. Кроме того, резкий переход от основного металла к сварному шву при концентрированных напряжениях может вызвать разрушение соединения. Поэтому при изготовлении ответственных конструкций выпуклость на швах снимают механическим способом.
По положению в пространстве различают нижние, горизонтальные, вертикальные и потолочные швы.
Кромки свариваемых деталей в зависимости от требований, предъявляемых к соединению, могут быть подготовлены следующим способом (рис. 2.12):
1) с отбортовкой кромок (рис. 2.12 а);
2) без скоса кромок (рис. 2.12 в, г, д, ж);
3) со скосом одной кромки (рис. 2.12 е);
4) со скосом обеих кромок (рис. 2.12 б);
5) с двумя скосами одной кромки (рис. 2.12 з);
6) с двумя скосами двух кромок и др.
Шов может быть односторонним (рис. 2.12 а, б, в, д, ж) и двусторонним (рис. 2.12 г, е, з). Скосы бывают симметричные, асимметричные, прямолинейные и криволинейные [21, 29].
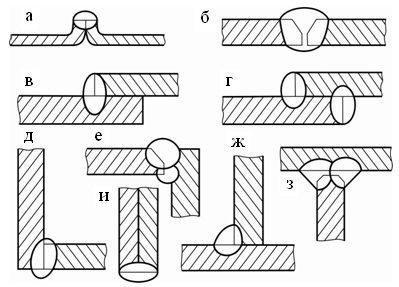
Рис. 2.12. Подготовка кромок свариваемых деталей

