 2015-04-01
2015-04-01 3461
3461Заклепки изготавливают из проволоки, диаметр которой соответствует диаметру отверстия. На одном конце заклепки головку необходимого профиля делают до начала сборки соединения. Это выполняется на специальных плитах методом формования. Затем заклепку вставляют в отверстие и расклепывают второй конец.
Заклепка состоит из стержня (2) с осадочной головкой (3) и замыкающей головкой (1), которая образуется при расклепывании (рис. 4.1).
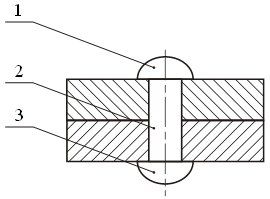
Рис. 4.1. Основные части заклепки:
3 – осадочная головка; 2 – стержень; 1 – замыкающая головка
В зависимости от своего диаметра заклепка расклепывается в предварительно нагретом или в холодном состоянии. В первом случае заклепку нагревают до пластического состояния и осуществляют процесс клепки инструментом ударного или прессового действия. При остывании заклепка усаживается, плотно сжимая соединяемые детали. Холодную клепку используют при наличии достаточной пластичности металла для заклепок. В данном случае усадка заклепки происходит только в результате пластической деформации материала при расклепывании.
Заклепки со сплошным стержнем в продольном разрезе изображаются нерассеченными. Заклепочные швы выполняются внахлестку (рис. 4.2 а) или встык с накладками (рис. 4.2 б).
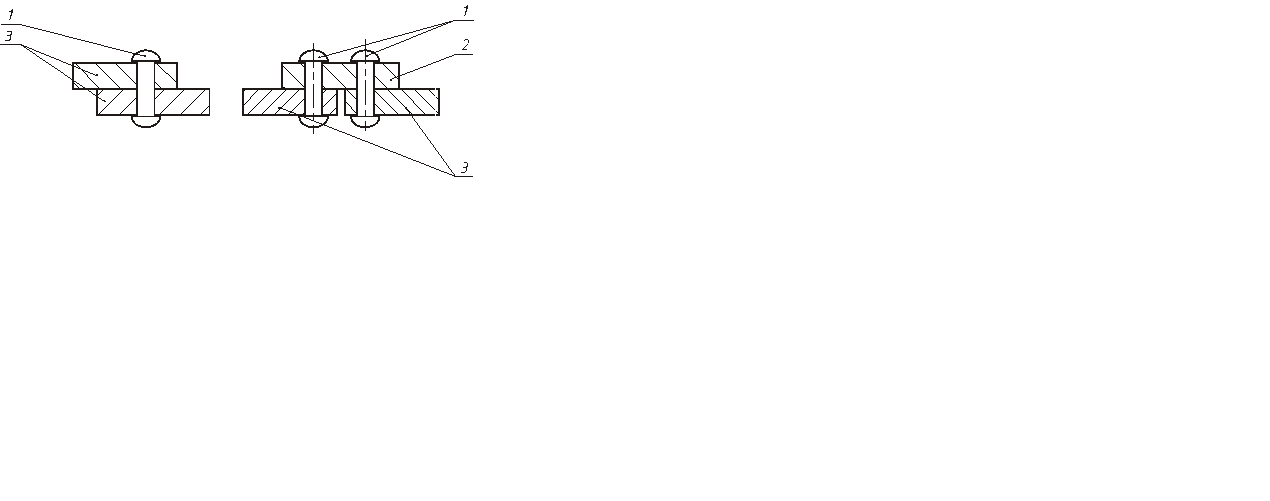
а б
Рис. 4.2. Соединение деталей встык и внахлестку:
1 – заклепка; 2 – стыковая планка; 3 – детали








