 2015-04-01
2015-04-01 923
923Под металлургическими процессами понимают высокотемпературные процессы взаимодействия фаз. Эти процессы сопровождаются переходом веществ из одной фазы в другую и могут являться реакциями перехода, замещения и распределения элементов между фазами [1].
Для сварки плавлением взаимодействующими фазами являются (рис. 1): 1 – газ; 2 – жидкий металл; 3 – жидкий шлак.
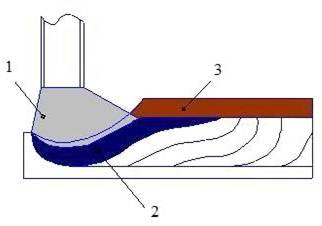 Рис. 1. Основные зоны при сварке плавлением Рис. 1. Основные зоны при сварке плавлением | Основой газовой фазы при ручной электродуговой сварке являются газообразные продукты разложения и диссоциаций компонентов покрытия электродов, таких как крахмал, целлюлоза, мрамор, мел, доломит. Эти газы, нагреваясь до высоких температур, расширяются и устремляются в виде направленного газового потока к сварному шву. |
При сварке под слоем флюса дуга горит в газовом пузыре из расплавленного флюса, а при электродуговой сварке – в среде защитных газов. Газовой фазой являются используемые для защиты от атмосферы инертные газы – аргон, гелий и активный углекислый газ, а также их смеси между собой и углекислого газа с кислородом.
Процессы взаимодействия расплавленного металла с газами в зоне дуги особенно значимы для получения качественного сварного шва. В зависимости от состава и количества образующихся газов, температуры и времени их контактирования с жидким металлом определяется степень окисления металла шва, содержание в нем азота и водорода.
Под действием выделяемого при электродуговой сварке тепла электрод и кромки свариваемого изделия плавятся с образованием ванны жидкого металла – сварочной ванны.
Направление и скорость реакций взаимодействия фаз в значительной мере зависят от температуры.
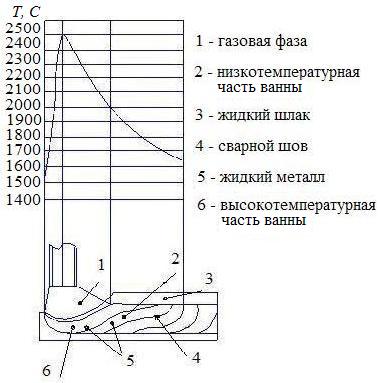 Рис. 2. Изменение температуры в сварочной ванне Рис. 2. Изменение температуры в сварочной ванне | Температура газов (плазмы) в столбе дуги достигает 5000...5500 °С. На торце электрода и в дуговом промежутке капли металла и шлака нагреваются до температуры 2000...2600 °С (рис. 2). Температура сварочной ванны очень неравномерна. Передняя часть ванны, находящаяся непосредственно под дугой (в неё поступают перегретые капли электродного металла) нагрета до более высокой температуры, чем задняя, хвостовая часть. Поэтому сварочную ванну целесообразно раз- | |
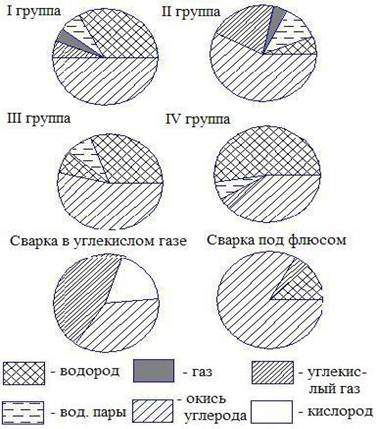 Рис. 3. Состав газовой фазы Рис. 3. Состав газовой фазы | делить на высокотемпературную часть (температура Т = 2100...2500 °С) и низкотемпературную часть (температура Т = = 1600...2000 °С). Состав газовой фазы определяется типом покрытия, составом флюса и защитной газовой средой. При сварке электродами I, III и IV групп покрытий основой газовой фазы являются водород и окись углерода, а во II группе – углекислый газ и окись углерода (рис. 3). | |
При сварке в углекислом газе газы столба дуги состоят из углекислого газа, кислорода и окиси углерода.
При сварке под слоем флюса основой газового пузыря являются окись углерода и водород.
Шлаковая фаза образуется при расплавлении шлакообразующих веществ электродного покрытия или флюса, а также в результате взаимодействия металла и газа.








