 2015-04-01
2015-04-01 744
744В газовой фазе, контактирующей с жидким металлом сварочной ванны, водород может присутствовать в достаточно высоких концентрациях [5].
Источниками водорода в газовой фазе зоны сварки являются:
– пары воды, поступающие из атмосферной влаги и влажности защитных газов;
– пары воды, поступающие из окисных пленок на основном и электродном металле, из влаги ржавчины, присутствующей на поверхности свариваемых кромок;
– пары воды, поступающие из влаги электродных покрытий и флюсов;
– газообразные компоненты, содержащиеся в органических веществах (крахмал, декстрин, целлюлоза и т.д.) покрытий.
В свободном виде водород поступает в зону плавления вследствие термодиффузии только из основного металла, в котором он (водород) находится в растворённом состоянии.
В зависимости от температуры газовой фазы водород может находиться в различных состояниях: молекулярном, атомарном и ионизированном.
В столбе сварочной дуги, где температура Т = 5000...6000 °С, большее количество водорода находится в атомарном состоянии, а при температурах, соответствующих жидкому состоянию металла, большая часть водорода находится в молекулярном состоянии.
Содержание водорода в металле определяется (при постоянной температуре) его парциальным давлением в газовой фазе контактирующей с металлом:
[ H ] = KPH;  .
.
где [ H ] и [ H 2] – растворимость соответственно атомарного и молекулярного водорода в весовых процентах;
PH и  – парциальное давление соответственно атомарного и молекулярного водорода в газовой фазе;
– парциальное давление соответственно атомарного и молекулярного водорода в газовой фазе;
К – константа, зависящая от температуры, состава и фазового состояния металла.
Растворимость водорода в расплавленном железе определяется:
 ,
,
где Но – растворимость водорода, мл (см3)/100 г;
– парциальное давление водорода, мм рт. ст.;
Т – температура, °К.
Влияние небольших добавок C, Si, Mn, Cr, Ni, Al на растворимость водорода незначительно, поэтому низколегированный металл растворяет водород практически как железо. А кислород, находящийся в сварочной ванне, значительно влияет на растворимость водорода в металле:
 ,
,
где  – концентрация кислорода в шве, %;
– концентрация кислорода в шве, %;
 – концентрация насыщения кислорода, %.
– концентрация насыщения кислорода, %.
 .
.
Для примера приведём расчёт содержания водорода в металле шва при сварке электродами ЦМ-7.
Содержание водорода в газовой фазе Н 2 = 39 %, содержание кислорода в металле шва = 0,1 %, Т = 1550 °С (1823 °К).
Парциальное давление водорода в газовой фазе:
| 100 % – 760 мм рт.ст. |  мм рт.ст. мм рт.ст.
|
| 39 % – Х |
 .
.
[ Ho ] = 14,689 мл (см3)/100 г;  ;
;
 %;
%;  = 14,689[1–0,54] = 6,76 мл(см3)/100г.
= 14,689[1–0,54] = 6,76 мл(см3)/100г.
По данным химического анализа, [ H ] А = 5,24 мл (см3)/100 г.
Растворению водорода способствует высокая температура, интенсивное перемешивание дугой жидкого металла сварочной ванны и увеличение поверхности взаимодействия металла с газовой фазой вследствие капельного переноса металла.
Интенсивное растворение водорода при высоких температурах сварочного процесса и неполное его выделение при быстрой кристаллизации и дальнейшем охлаждении металла может привести к ряду дефектов, существенными из которых являются следующие:
а) образование пор в металле шва. При охлаждении жидкого металла шва, в особенности при кристаллизации (тыльная сторона сварочной ванны), металл оказывается перенасыщен водородом. В связи со скоротечностью процесса кристаллизации водород не успевает выделиться из металла, что приводит к образованию пор;
б) образование микротрещин в металле шва и зоне сплавления. Выделение водорода не прекращается и по окончании кристаллизации металла. Скапливающийся в микрообъёмах металла водород создает большое давление, что может привести к образованию трещин как «горячих», так и «холодных».
Ограничение содержания водорода в сварочной ванне (металле шва) достигается уменьшением парциального давления свободного водорода в газовой фазе удалением и ограничением источников водорода и связыванием его в стойкие соединения.
Удаление и ограничение источников водорода проводится очисткой кромок свариваемого металла от ржавчины и влаги, очистки электродной проволоки, просушки и прокалки электродов и флюсов.
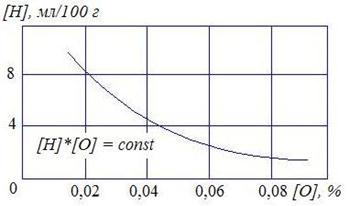 Рис. 6. Содержание водорода в металле
шва в зависимости от содержания
кислорода
Рис. 6. Содержание водорода в металле
шва в зависимости от содержания
кислорода
| Связывание водорода в стойкие соединения достигается: 1. Окислением сварочной ванны, образованием ОН: CO 2 + H = CO + OH; O + H = OH; O 2 + H 2 = 2 OH. Вероятность этих реакций подтверждается данными расчётов и экспериментов (рис. 6). |
2. Образованием фтористого водорода HF.
Введение в состав покрытий флюсов плавикового шпата (CaF 2) определяет прохождение реакций
2 CaF 2 + 3 SiO 2 = 2 CaSiO 3 + SiF 4;
SiF 4 + 3 H = SiF + 3 HF;
SiF 4 + 2 H 2 O = SiO 2 + 4 HF.
Эти реакции протекают в столбе дуги и частично в высокотемпературной части сварочной ванны. Образовавшийся HF нерастворим в металле.








