 2015-04-30
2015-04-30 5524
5524Пайка – это метод получения неразъемных соединений металлических деталей с помощью дополнительно вводимого металла или сплава, называемого припоем и имеющего меньшую, чем соединяемые металлы, температуру плавления.
Пайку широко применяют в различных отраслях промышленности для получения прочных и герметичных соединений черных и цветных металлов и их сплавов. Благодаря незначительному нагреву соединяемых материалов паяные изделия сохраняют структуру, механические свойства, форму и размеры.
К преимуществам пайки также относятся прочность и чистота соединения, не требующая в большинстве случаев последующей обработки.
Наибольшее распространение получила капиллярная пайка. Температура плавления припоя должна быть на 20–30 °C ниже температуры плавления соединяемых материалов.
Расплавленный припой, введенный в зазор между деталями, нагретыми до температуры плавления припоя, смачивает их поверхности и проникает в капиллярные трещины. В процессе пайки происходит химическое соединение припоя с материалом деталей. После охлаждения и затвердевания получается прочное соединение.
Различают пайку легкоплавкими припоями (низкотемпературными) и тугоплавкими (высокотемпературными).
Легкоплавкие припои (к ним относятся оловянно-свинцовые с температурой плавления до 300 °C) применяют, если не требуется высокая прочность соединений или паяные детали работают при невысокой температуре. Эти припои используют при соединении изделий из цинка, меди, медных сплавов, мягкой стали, оцинкованного железа, серого чугуна, алюминия, керамики, стекла и др. Соединения, выполненные такими припоями, имеют хорошую коррозионную стойкость и достаточно герметичны. При пайке этими припоями свойства соединяемых металлов не изменяются (или почти не изменяются).
Легкоплавкие припои выпускают в виде проволоки, прутков, лент фольги, трубок с канифолью внутри диаметром от 2 до 5 мм, а также в виде порошков и паст из порошка с флюсом.
Для получения специальных свойств к оловянно-свинцовым припоям добавляют сурьму, висмут, кадмий, ртуть и другие металлы.
К тугоплавким относят медно-цинковые и серебряные припои. Соединения, полученные с помощью таких припоев, имеют высокую прочность, температурную и коррозионную стойкость. Такие припои используют для соединения деталей из стали, чугуна, меди, никеля и их сплавов, а также сплавов с высокой температурой плавления.
Для получения определенных свойств и температуры плавления в эти припои добавляют олово, марганец, алюминий, железо и др. Добавка небольшого количества бора повышает твердость и прочность припоя, но повышает хрупкость паяных швов.
С повышением температуры на поверхностях спаиваемых деталей образуются окислы, в результате чего припой не пристает к деталям. Для предохранения металлов от окисления и удаления окислов применяют химические вещества, называемые флюсами.
В качестве флюсов для мягких припоев применяют хлористый цинк, нашатырь, канифоль, паяльные пасты, для твердых припоев – буру, борную кислоту и некоторые другие вещества.
Для пайки алюминиевых сплавов применяемые флюсы представляют собой сложные по химическому составу смеси, состоящие из фтористого натрия, хлористого лития, хлористого калия, хлористого цинка и др.
Для пайки нержавеющей стали применяют флюс, представляющий пастообразную смесь буры и борной кислоты (поровну), замешанную в насыщенном растворе хлористого цинка, или флюс 200, состоящий из 70 % борной кислоты, 21 % буры и 9 % фтористого калия.
При использовании низкотемпературных припоев пайку осуществляют различными паяльниками: периодического подогрева (с непрерывным подогревом газом или жидким топливом) и электрические. По форме рабочей части различают паяльники прямые и угловые.
Рабочую часть паяльника делают из красной меди, которая обладает высокими теплоемкостью и теплопроводностью. Периодически нагреваемый паяльник нагревают паяльными лампами (реже в печах). Газовые и бензиновые паяльники представляют собой комбинации паяльника и соответственно ацетиленокислородной или бензиновой горелки.
При использовании высокотемпературных припоев пайку производят ацетиленокислородными и керосинокислородными горелками, паяльными лампами в стационарных и переносных горнах и в паяльных печах.
Все перечисленные устройства служат для нагрева соединяемых деталей и расплавления припоя.
При пайке применяют различные виды соединений: встык – для изделий, к которым не предъявляют высоких требований по прочности; внахлестку – для изделий повышенной прочности; муфтовое – для высокопрочных и герметичных изделий.
Подогнанные заготовки фиксируют относительно друг друга руками, щипцами, в тисках, проволокой и т. д.
Пайка мягкими припоями делится на кислотную и бескислотную. При кислотной пайке в качества флюса употребляют хлористый цинк или техническую соляную кислоту, при бескислотной пайке – флюсы, не содержащие кислот: канифоль, терпентин, стеарин, паяльную пасту и др. Бескислотной пайкой получают чистый шов; после кислотной пайки не исключена возможность появления коррозии.
Пайка мягкими припоями включает подготовку изделий к пайке, подготовку паяльника, расплавление припоя, охлаждение и очистку шва.
Подготовка изделий к пайке. Прочное соединение может быть получено, если место пайки предварительно очищено от грязи, жиров, продуктов коррозии и окисных пленок, которые мешают растеканию припоя и его проникновению в шов. Поэтому поверхность изделий перед пайкой зачищают, обезжиривают, травят, промывают, сушат и собирают.
Механическую очистку поверхностей соединяемых деталей от окислов, ржавчины и окалины выполняют наждачной бумагой, напильниками, металлическими щетками, шлифовальными кругами, стальной и чугунной дробью.
Химическое обезжиривание в щелочных ваннах – наиболее простой и эффективный способ. Оно заключается в обработке изделий в тонко размолотой венской извести, разведенной водой до кашицеобразного состояния, которую кистью наносят на изделие, а затем тщательно протирают и смывают водой.
Обезжиривание в органических растворителях применяют для удаления толстого слоя масла с изделий со сложными поверхностями, с внутренними полостями и глубокими отверстиями. Для этого применяют ацетон, бензол, скипидар, бензин, метиловый и этиловый спирт и др.
Химическое травление применяют, когда имеющиеся на поверхности изделия пленки окислов и других соединений не удаляются обезжириванием.
Травление осуществляют погружением изделий в растворы кислот: серной, соляной, фосфорной и др.
Очистка с помощью ультразвука резко сокращает процесс очистки деталей от жировых загрязнений. Этот способ применяют, когда другие способы не обеспечивают нужную чистоту поверхности. В ультразвуковых ваннах в качестве очищающей среды используют органические растворители, щелочные растворы, горячую воду, мыльный раствор и др.
Подготовка паяльника заключается в заправке его рабочей части под углом 30–40° и очищении от следов окалины. Затем обушок паяльника нагревают, следя, чтобы его рабочая часть находилась в некоптящей зоне пламени. Нагрев осуществляют до определенных температур: до 250–300 °C при пайке мелких деталей и до температуры 340–400 °C при пайке крупных. Перегрев паяльника выше 500 °C повышает образование окалины и затрудняет лужение наконечника, а при недостаточном нагреве припой на спаиваемых поверхностях быстро остывает и превращается в кашеобразную массу. Такая пайка очень непрочна.
Признак перегрева – появление зеленоватого пламени и быстрое сгорание канифоли с выделением дыма вместо ее плавления. О нормальном нагреве паяльника судят по легкому покраснению обушка. При перегреве его снимают с огня, дают немного остыть, зажимают в тисках и опиливают дочиста с обеих сторон плоским напильником рабочий конец, снимают с ребер заусенцы (рис. 12.5., а). При длительной пайке рабочую часть паяльника периодически очищают от окалины стальной щеткой и напильником.
Нагретый паяльник (рис. 12.5, б) быстро снимают с огня, очищают от окалины погружением в хлористый цинк (рис. 12.5, в), затем набирают с прутка 1–2 капли припоя (рис. 12.5, г) и двигают паяльником по куску нашатыря (рис. 12.5, д), пока конец паяльника не покроется ровным слоем припоя. Затем протравливают места пайки (рис. 12.5, е).
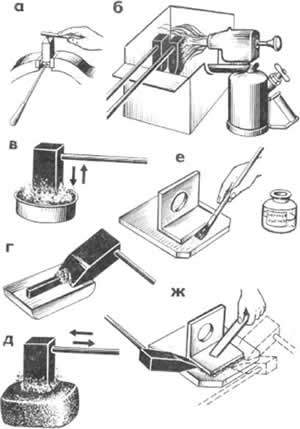
Рис. 12.5. Пайка мягкими припоями:
А – заправка паяльника, б – нагрев обушка, в – очистка от окалины хлористым цинком, г – захват расплавленного припоя, д – обслуживание на кусковом нашатыре, е – протравливание места паяния (нанесение флюса), ж – нанесение припоя (заполнение зазора)
Паяльник накладывают на место спая (рис. 12.5, ж), немного придерживая его на одном месте для прогрева детали, затем медленно и равномерно перемещают. При этом расплавленный припой стекает с паяльника и заполняет зазоры шва (0,05–0,15 мм).
Для предохранения от нагрева участки детали, соседние со швом, покрывают мокрыми тряпками или погружают в воду. После охлаждения паяный шов очищают, промывают и протирают сухой ветошью.
Пайку твердыми припоями применяют для получения прочных и термостойких швов. При пайке соблюдают следующие основные правила:
· как и при пайке мягкими припоями, поверхности подгоняют друг к другу припиливанием, механическим или химическим способом очищают от грязи, окислов и жиров;
· детали в месте спая покрывают флюсом (рис. 12.6, б), накладывают кусочки припоя (медные пластинки) и закрепляют мягкой вязальной проволокой (рис. 12.6, г);
· подготовленные детали нагревают паяльной лампой (рис. 12.6, д) в кузнечном горне или электропечи;
· когда припой расплавится, детали снимают с огня и держат в таком положении, чтобы припой не стекал со шва;
· затем детали медленно охлаждают.
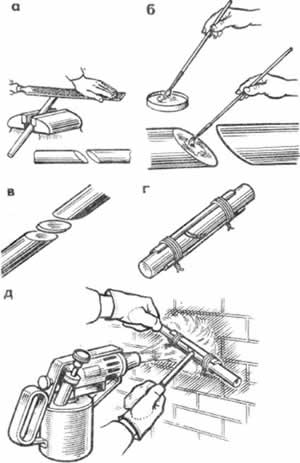
Рис. 12.6. Пайка твердыми припоями:
А – подгонка поверхностей деталей; б – смазывание поверхностей деталей флюсом; в – вставка медной пластины; г – фиксирование соединяемых деталей направляющей прокладкой; д – нагрев деталей
Охлаждать детали с напаянной пластинкой в воде нельзя, так как это ослабит прочность соединения. Применяют другой способ пайки: подготовленные детали нагревают и обсыпают бурой, затем опять нагревают и к месту соединения подводят конец медной или латунной проволоки, которая, расплавляясь, заливает место спая. По мере охлаждения спаянные детали промывают в воде, протирают сухими тряпками и просушивают; шов зачищают наждачной бумагой или опиливают напильником.
Флюс, оставшийся после пайки, также можно удалить непродолжительным кипячением в растворе, содержащем 10 % каустической соды, 5 % машинного масла и 85 % воды.
Лужение – это покрытие поверхности металлических изделий полудой – тонким слоем сплава (олова со свинцом и др.). Лужение, как правило, применяют при подготовке деталей к пайке, для предохранения изделий от коррозии, окисления, а также как подготовительную операцию при заливке подшипников баббитом.
Сплавами из олова со свинцом и цинком лудят металлические изделия в целях предохранения от ржавчины. Красивую белую и блестящую полуду для лужения художественных изделий получают из сплавов олова (90 %) с висмутом (10 %).
Процесс лужения состоит из подготовки поверхности, приготовления полуды и ее нанесения на поверхность.
Подготовка поверхности к лужению зависит от требований, предъявляемых к изделиям, и способа нанесения полуды.
Щетками обычно обрабатывают поверхности, покрытые окалиной и сильно загрязненные. Изделия перед лужением промывают чистой водой.
Неровности на изделиях удаляют шлифованием абразивными кругами и шкурками.
Химическое обезжиривание поверхностей изделий осуществляют в водном растворе каустической соды (на 1 л воды – 10 г соды).
Минеральные масла удаляют бензином, керосином и другими растворителями. Медные, латунные и стальные изделия травят в течение 20–23 мин в 20–30 %-ном растворе серной кислоты с подогревом.
Лужение осуществляют двумя способами: погружением в полуду и растиранием.
Лужение погружением (небольших изделий) выполняют в чистой металлической посуде, в которой предварительно расплавляют полуду, насыпая на ее поверхность маленькие кусочки древесного угля для предохранения от окисления. В расплавленную полуду медленно погружают изделия и держат до прогрева, затем вынимают и быстро встряхивают. Излишки полуды снимают, протирая паклей, обсыпанной порошкообразным нашатырем. Затем изделие промывают в воде и сушат в древесных опилках.
Лужение растиранием (больших изделий) выполняют, предварительно нанеся на очищенное место волосяной щеткой или паклей хлористый цинк, а затем равномерно нагревают поверхность изделия до температуры плавления полуды. После лужения охладившееся изделие протирают влажным песком, промывают водой и сушат.
2. Рассказать сущность технического контроля сборки и испытания машин.
В отношении качества выпускаемых изделий ведущая роль принадлежит сборочному цеху, который является заключительной стадией технологического процесса изготовления машин.
Технический контроль в сборочных цехах имеет целью установить правильность соединений и взаимодействия деталей и узлов и правильность сборки всей машины. Требования, предъявляемые при контроле, должны находиться в соответствии с техническими условиями, установленными на приемку готовых деталей, узлов и машины в целом.
При общей сборке, как правило, сами детали не контролируются, а проверяются лишь их соединения и взаимное положение отдельных узлов, для чего на сборочных линиях располагаются места для выполнения контрольных операций. Обязательной проверке подлежит сборка всех ответственных соединений. Для операций менее ответственных производится выборочный контроль, заключающийся в том, что проверка некоторых операций производится периодически.
При контроле сборки отдельных соединений и узлов широко пользуются приспособлениями, которые упрощают выполнение контрольных операций, повышают точность проверки, уменьшают время, необходимое на проверку. После проверки правильности соединений деталей собранные узлы, механизмы, а также целые машины подлежат регулированию и испытанию.
Регулирование имеет целью установить надлежащее взаимодействие частей, согласованность работы отдельных механизмов. Отрегулированные узлы, механизмы и машины подвергаются испытанию в целях определения правильности их работы. Испытание делится на две стадии – механическое испытание (обкатка) и испытание под нагрузкой.
Механическое испытание (обкатка) производится для проверки правильности взаимодействия движущихся частей и приработки трущихся поверхностей деталей. Узлы устанавливаются в соответствующие приспособления для испытания, механизмы (агрегаты) и машины – на испытательные стенды и приводятся в движение электродвигателями. Вначале дается небольшая скорость вращения. Постепенно увеличивая скорость вращения до полного числа оборотов (ходов), продолжают испытание до тех пор, пока не убедятся, что все части механизма или машины работают надлежащим образом. При этом ведут наблюдения за состоянием трущихся поверхностей (подшипников, втулок, направляющих, зубчатых зацеплений и т. п.), согласованностью действий частей и механизмов, характером шума. После обкатки механизм (агрегат) или машина передаются на испытание под нагрузкой.
Испытание под нагрузкой производится в соответствии с техническими условиями. Если испытывается станок (или другая машина), то при испытании производится работа на том режиме и в тех условиях, которые соответствуют эксплуатационным. Испытание производится на полную мощность в течение определенного времени, установленного техническими условиями.
Если машина представляет собой тепловой (двигатель внутреннего сгорания, турбину), водяной или электрический двигатель, то испытание производится с применением соответствующего вида энергии (газообразного или жидкого топлива, пара, воды, электричества). При испытании постепенно увеличивают число оборотов и соответствующую нагрузку. В течение установленного техническими условиями периода двигатель должен развить определенную мощность и работать с этой мощностью при надлежащем числе оборотов.
При испытании измеряют число оборотов, определяют развиваемую машиной мощность, расход топлива или другого вида энергии, расход масла, давление в масляной системе, температуру охлаждающей воды и масла и т. д.; при испытании ведется наблюдение за работой отдельных механизмов машин, при этом она прослушивается для выявления шума или стука. Записи всех наблюдений, сделанных во время испытания, вносятся в журнал испытаний, и на основе их делается заключение о качестве выпускаемой машины.
В случае обнаружения во время испытаний каких-либо дефектов последние устраняются или непосредственно на стенде, или же в случае необходимости крупных исправлений передают машину на специальный ремонтный стенд.
После устранения неполадок машина возвращается на повторное испытание.
Отрегулированная и проверенная машина сдается отделу технического контроля (ОТК), а затем поступает на отделочные операции.
Отделка машины, предохраняющая ее поверхность от коррозии и придающая машине красивый внешний вид, чаще всего состоит в окраске. Подготовка к окраске состоит в очистке поверхностей от налета коррозии и окалины, а также от масла и грязи.
После очистки поверхности подвергаются грунтовке и шпаклевке, а в некоторых случаях шлифовке при помощи шлифовально-полировальных станков, которые в ряде случаев могут также производить очистку поверхности. Способ окраски выбирается в зависимости от размера выпуска изделий, требований, предъявляемых к качеству окраски, и характера изделий. Применяют окраску вручную, пульверизацией (распылением) и погружением изделия в ванну.
Ручная окраска применяется при незначительном выпуске изделий, а также для изделий сложной формы. Окраска пульверизацией широко применяется и дает хорошее покрытие при высокой производительности. Пульверизация производится с помощью ручных пульверизаторов или в специальных распылительных камерах.
Широко также применяется способ окраски погружением изделия в ванну с краской. Этот способ чаще всего применяется при большом выпуске несложных изделий, форма и размер которых позволяют погружать их в ванну. Окрашенные изделия подвергаются сушке.
Естественная сушка выполняется лишь при небольшом выпуске изделий. Чаще применяется искусственная сушка в специальных сушильных камерах, обогреваемых паром или сухим воздухом. Широко используются камеры с рефлекторным обогревом при помощи специальных электрических ламп. Такие установки сильно сокращают длительность процесса и улучшают качество покрытия.
При поточной сборке окраска и сушка обычно включаются в поток, при этом конвейер проходит через окрасочные камеры или ванны и через сушильные камеры.
Готовые изделия в случае длительного хранения подвергаются консервации для предохранения от коррозии. Консервация состоит в покрытии специальной смазкой всех неокрашенных мест.
Упаковка изделия и его частей производится для предохранения изделий от механических повреждений и атмосферных воздействий. Обычно упаковка производится в деревянные ящики, обитые внутри водонепроницаемой бумагой.
Изделия большого габарита отправляются к месту назначения в разобранном виде.
Монтаж машин на месте постоянной работы осуществляется в соответствии с установленными требованиями (такими как монтажная разметка под фундамент, кладка фундамента, установка машины).
После установки, выверки и закрепления машины обычно производится регулировка. Обязательно регулируются, например, стационарные двигатели. Для таких крупных и сложных машин, как гидравлические турбины, блюминги, прокатные станы, испытания производятся на месте их монтажа, а не на заводе-изготовителе
3. Рассчитать глубину резания при рассверливании с D31 до D 35.
t = D - d / 2 = 35-31/2=2мм
2мм
Билет №20
1.Пояснить, в чём различие между силовыми и установочными клиньями?
Клиновое соединение является разновидностью шпоночного и состоит из стержня, втулки и клина (рис. 13.8). Соединяющей деталью является клин, который вставляют в сквозные прорези стержня и втулки.

Рис. 13.8. Клиновое соединение
Клинья бывают одно-, двух- и бесскосные, называемые чеками. Сечение клина – прямоугольное или прямоугольное с закругленными узкими гранями. Толщина клина – 0,25–0,5 диаметра стержня, высота – 1,1–1,2 диаметра втулки. Уклон клина – от 1/20 до 1/100 – обеспечивает его самоторможение. При больших уклонах требуются устройства (винты, шплинты и т. п.), предохраняющие клин от самопроизвольного выдвижения.
В зависимости от назначения различают силовые и установочные клиновые соединения. Силовые клиньяслужат для прочного соединения деталей машин и механизмов. Установочные клинья предназначены для установки деталей в нужном положении и регулирования этого положения. В силовых соединениях клин устанавливают на место, забивая его молотком или затягивая с помощью винта.
В зависимости от способа сборки различают напряженные и ненапряженные клиновые соединения. Предварительный натяг в напряженных клиновых соединениях достигается за счет заплечников на стержне или посадкой хвостовика во втулке на конусе. Клин удерживается в основном за счет сил трения.
2.Рассказать, что необходимо сделать при установке подшипников качения?
Подшипники качения делятся:
· по форме тел качения – на шариковые и роликовые с цилиндрическими (короткими и длинными), витыми, игольчатыми, бочкообразными и коническими роликами;
· по числу рядов тел качения – на одно-, двух- и четырехрядные;
· по способу компенсации перекосов вала – на самоустанавливающиеся и несамоустанавливающиеся;
· по способности воспринимать нагрузку преимущественно того или иного управления – на радиальные, радиально-упорные и упорные;
· по габаритам при одинаковом внутреннем диаметре – на серии: сверхлегкую, особо легкую, легкую, среднюю и тяжелую;
· по ширине подшипника – на узкие, нормальные, широкие и особо широкие.
Подшипники качения сопрягаются по двум посадкам – внутреннего кольца с валом и наружного кольца с корпусом. При напрессовке внутреннего кольца на вал и запрессовке наружного кольца подшипника в корпус уменьшается радиальный зазор в подшипнике. Поэтому при постановке подшипника важно соблюсти величину натяга. Чрезмерный натяг может привести к защемлению шариков или роликов.
Для равномерного износа беговой дорожки наружного кольца его устанавливают в корпус с посадкой, дающей возможность кольцу проворачиваться в корпусе в процессе работы.
При установке подшипников качения необходимо соблюдать следующие основные правила.
Посадочные поверхности подшипников качения не должны иметь задиров и следов коррозии. Рабочие поверхности внутренних и наружных колец подшипников (беговые дорожки) должны быть чистыми, гладкими, без трещин, вмятин, волнистости, шелушения и задиров. Не допускается установка подшипников с цветами побежалости на беговых дорожках.
Допускается удаление следов коррозии с монтажных поверхностей подшипников зачисткой наждачным полотном с последующей притиркой участков пастой.
Не допускается очистка беговых дорожек, шариков и роликов от коррозии наждачным полотном. Коррозионные пятна можно удалять с беговых дорожек, шариков и роликов порошком окиси хрома, разведенным в чистом минеральном масле. Для этого места, подвергшиеся коррозии, натирают сукном или войлоком, смазанным указанной смесью, до полного удаления ржавчины, после этого подшипник тщательно промывают.
При установке шарико- и роликоподшипников необходимо:
· тщательно промыть подшипник в керосине или дизельном топливе, высушить и смазать тонким слоем масла;
· перед установкой подшипников посадочные поверхности сопрягаемых деталей тщательно промыть, насухо протереть и смазать тонким слоем масла. Не допускаются на посадочных поверхностях и заплечиках вала и корпуса заусенцы, забоины и коррозионные налеты. Если подшипник фиксируется гайкой (рис. 14.5), необходимо предварительно навернуть ее 1–2 раза на резьбу для удаления слоя металла, который снимается гайкой и может попасть в подшипник;
· перед напрессовкой на вал подшипники, имеющие посадку с натягом, нагревать в водомасляной ванне в течение 15–20 мин до температуры 90–100 °C;
· при напрессовке подшипника на вал усилие прикладывать к его внутреннему кольцу, а при запрессовке в гнездо – к наружному. При напрессовке и запрессовке подшипников следует пользоваться прессом, винтовым приспособлением или наставкой (монтажным стаканом). Не допускается напрессовка и запрессовка шарико- и роликоподшипников ударами молотка по подшипнику, напрессовка и запрессовка подшипников с перекосом;
· напрессовывать подшипник до упора в стопорное кольцо или заплечики вала и запрессовывать до упора во внутренний торец гнезда;
· непосредственно после установки подшипника смазать его маслом, применяемым для смазки подшипника в процессе эксплуатации. Не допускается трение вращающегося кольца подшипника о неподвижную маслоотражательную шайбу.
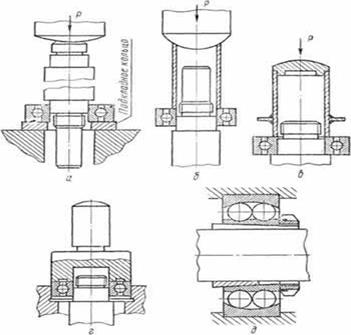
Рис. 14.5. Схемы монтажа подшипников качения:

