 2015-04-30
2015-04-30 2744
2744Классификация.
Сварные швы классифицируют по следующим признакам:
- по назначению — прочные (обеспечивают передачу нагрузки с одного элемента на другой); прочно-плотные (обеспечивают передачу нагрузки герметичность соединения — непроницаемость для жидкостей и газов);
- по расположению сварного шва в пространстве (рис. 3) — нижнее (а); вертикальное (в), горизонтальное (б); потолочное (г). При всех прочих равных условиях нижний шов самый прочный, потолочный — наименее прочный (значения прочности указанных выше швов относятся как 1:0,85; 0,9:0,8).
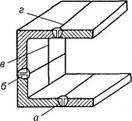
Рис. 3
По взаимному расположению свариваемых элементов различают следующие виды соединений
- стыковые (рис.4);
- нахлесточные, лобовые (рис. 5, а);фланговые (рис. 5, б);
- с накладками (рис. 6);
- тавровые (рис. 7, а, б). Свариваемые элементы располагаются во взаимно перпендикулярных плоскостях. Соединение может быть выполнено угловыми (рис.7, а) или стыковыми (рис. 7, б) швами.
- угловые (рис. 7 в, г). Применяются для изготовления тары из листовой стали, ограждений и др. Выполняются угловыми швами. Эти соединения передают малые нагрузки и поэтому не рассчитываются на прочность.

Рис.4. Стыковое соединение
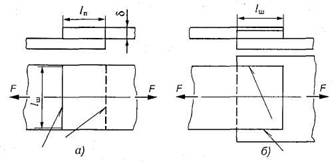
Рис. 5. Нахлесточное соединение: а — соединение лобовыми швами;
б— соединение фланговыми швами
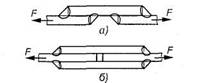
Рис. 6. Соединения с накладками
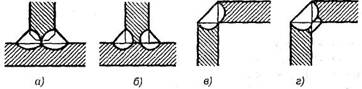
Рис. 7. Соединения тавровые и угловые
Стыковые соединения выполняют так называемыми стыковыми швами, а остальные — угловыми.
Конструкции стыковых швов.
Стыковые швы имеют преимущественное распространение вследствие простоты конструкции. В зависимости от толщины свариваемых деталей и обработки кромок стыковые швы делят на следующие типы:
- шов с отбортовкой кромок (рис. 8, а) — рекомендуется для тонколистовых материалов (8 < 2 мм); одна или две кромки деталей отбортовываются;
- односторонний без скоса кромок (рис. 8, б) — шов сваривается без обработки кромок листов при их толщине 8 < 8 мм;
- односторонний со скосом одной кромки (рис. 8, в) — обрабатывается только одна кромка деталей толщиной 8 < 12 мм;
- односторонний со скосом двух кромок (рис. 8, г) — применяется при толщине деталей 8 < 25 мм;
- двусторонний с двумя симметричными скосами одной кромки (рис. 8, д) — кромки обрабатываются у одной детали с двух сторон, толщиной 8 до 40 мм;
- двусторонний с двумя симметричными скосами двух кромок (рис. 8, е) — толщина свариваемых деталей 8 >> 60 мм.
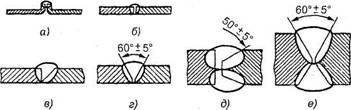
Рис. 8. Соединения стыковые: а — с отбортовкой;
б — без скоса кромок; в, г,д, е — швы со скосом кромок
Стыковые швы, показанные на рис.9, а, называют прямыми, на рис.9, б — косыми. Косые стыковые швы применяют для увеличения рабочей длины шва.
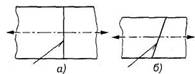
Рис.9. Стыковые швы: а — прямой; б — косой
Конструкция угловых (валиковых) швов.
Угловые швы применяют в нахлесточных соединениях, в соединениях с накладками, в тавровых и угловых соединениях. По своей прочности они уступают стыковым швам.
По профилю поперечного сечения угловые швы могут быть:
- нормальные (рис.10, а); катет шва принимается равным толщине листа (К= 5);
- вогнутые (рис.10, б) с катетом шва К= 0,85;
- выпуклые (рис.10, в);
- специальные (рис.10, г); их профиль представляет неравнобедренный прямоугольный треугольник (один из катетов K=δ).

Рис.10. Типы угловых швов: а — нормальный;
б — вогнутый; в — выпуклый; г— специальный
Вогнутые швы применяют в особо ответственных конструкциях при переменных нагрузках, так как вогнутость обеспечивает плавный переход шва в основной металл детали, благодаря чему снижается концентрация напряжений. Вогнутый шов повышает стоимость соединения, так как требует глубокого провара и последующей механической обработки для получения вогнутости, выпуклые - вызывают повышенную концентрацию напряжений. Наиболее приемлем нормальный профиль углового шва. Специальные швы применяют при переменных нагрузках, так как значительно снижает концентрацию напряжений.
По расположению шва относительно действующей нагрузки угловые швы конструктивно разделяют на:
- лобовые, расположенные перпендикулярно к линии действия нагрузки F (см. рис.5, а); длина лобовых швов не ограничивается;
- фланговые, расположенные параллельно линии действия нагрузки F (см. рис.5, б); максимальная длина флангового шва принимается lш = (50... 60)К;
- комбинированные, состоящие из лобовых и фланговых швов.
Нахлесточные соединения и соединения с накладками сваривают угловыми швами.
По своей прочности нахлесточные соединения уступают стыковым. Их применяют, когда по конструктивным соображениям стыковые швы применить невозможно. Соединения с накладками применяют, когда сварные швы не обеспечивают необходимой равнопрочности. В конструкциях, подверженных действию вибрационных и знакопеременных нагрузок, нахлесточные соединения и соединения с накладками применять не рекомендуется (создается значительная концентрация напряжений).
Для обеспечения нормальных условий работы нахлесточных соединений размер перекрытия шва (нахлестку) принимают lп < 48 (см. рис. 5, а). Длину накладок принимают конструктивно.

