 2015-04-30
2015-04-30 889
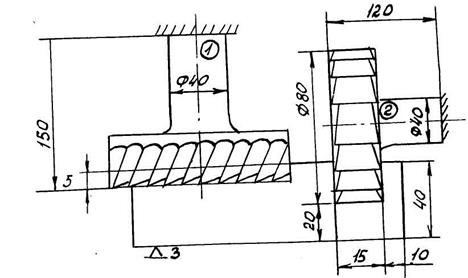
889Рассмотрим операцию фрезерования, включающую наиболее распространенные переходы: торцевое фрезерование, прорезку канавок, фрезерование уступа цилиндрической фрезой и фрезерование уступа концевой фрезой (рис.4.1).
4.1. Анализ исходных данных.
4.1.1. Заготовка
Плита, предварительно обработанная из коррозионностойкой, жаростойкой и жаропрочной стали 12Х18Н9Т. Термическая обработка: закалка, sв = 540 – 610 Мпа, НВ = 143 –175.
4.1.2. Деталь
Согласно рис.4.1 заготовку необходимо отфрезеровать поверху в размер 35, обработать уступы концевой и цилиндрическими фрезами и прорезать паз 15х15 трехсторонней дисковой фрезой.
4.1.3. Выполняемые переходы
Операция чернового фрезерования (Rz = 80) включает следующие
последовательно выполненные переходы:
1) обработка поверху торцевой фрезой Æ 100, L=160, t=5, B=80;
2) прорезка канавки 3-х сторонней дисковой фрезой Æ 80, L=80,
t=15, B=15.
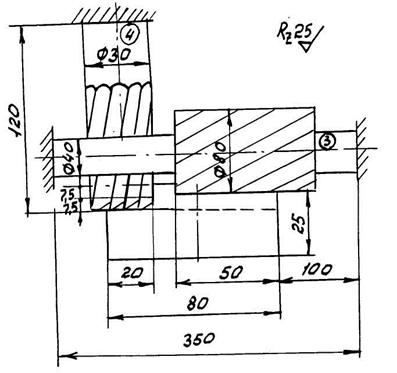
3) обработка уступа 10х50 цилиндрической фрезой Æ 80, L=160,
t=10, B=50.
4) обработка уступа 20х15 концевой фрезой Æ 30, L=135, t=20,
B=15.
4.1.4. Приспособление
Заготовка базируется по 3-м обработанным поверхностям в приспособление с пневматическим поджимом сбоку (тиски).

|

|
|

|
|
Рис. 4.1. Операции фрезерования.
4.1.5. Оборудование. В качестве оборудования согласно
табл.40 /2/, с.54 выбран горизонтально-фрезерный широко-универсальный станок мод. 6Р82Ш, имеющий следующие
параметры:
1) число частот горизонтального шпинделя zпr = 18;
2) пределы частот горизонтального шпинделя
nr = 31,5 – 1600 I/мин.
3) число частот вертикального шпинделя Znв = 11;
4) пределы частот вертикального шпинделя
nв = 50 – 1600 I/мин.;
5) пределы продольных и поперечных подач
Sм = 25 – 1250 мм/мин.;
6) мощность станка N=7,5 квт.
4.2. Выбор числа ходов.
Поскольку припуски невысокие каждый переход выполняем за один ход, т.е. tj = hj. Исключение составляет 4-я фреза которая выполняет 2 хода с В = 7,5 мм.
4.3. Выбор материала режущей части инструмента.
Согласно табл.13 /1/, с.56 для чернового фрезерования сталей Х гр. рекомендуется твердый сплав Т5К12.
4.4. Выбор конструкции и геометрии инструмента.
Согласно с.223 /1/ и с.174 /2/ выбираем стандартную конструк-
цию и геометрию фрез с числом зубьев соответственно:
z1 = 10, z2 = 8, z3 = 10, z4 = 6.








