 2015-05-05
2015-05-05 3123
3123Выявление внутренних дефектов при просвечивании основано на способности рентгеновского и гамма-излучений неодинаково проникать через разные материалы и поглощаться в них в зависимости от толщины, рода материалов и энергии излучения. Для выявления дефектов в сварочных швах, с одной стороны изделия устанавливают источник излучения (рентгеновскую трубку или радиоактивный изотоп), с другой стороны – детектор, регистрирующий информацию о дефекте (рис. 1). В качестве детектора может быть использованы: рентгеновская пленка, электронно-оптический преобразователь, ксерорадиографическая пластина, фотобумага и т.д.
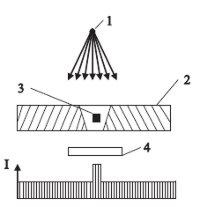
Рисунок 1 - Схема просвечивания сварного соединения
Излучение от источника 1, пройдя через сварное соединение 2, которое имеет внутренний дефект 3, в дефектном и бездефектном месте будет поглощаться по-разному и будет приходить на детектор 4 с разной интенсивностью. Интенсивность излучения при прохождении сквозь дефектные места, заполненные воздухом, газом или неметаллическими включениями, ослабляется меньше, чем в сплошном металле. Разность интенсивности излучения будет зарегистрирована детектором. В дефектном месте, где интенсивность I излучения наибольшая (рисунок 1), пленка чернеет сильнее.
Применение рентгеновских пленок, лежит в основе радиографического метода дефектоскопии, который занимает наибольший объем из всех известных методов радиационного контроля. Но не всегда и не при всех условиях на пленке могут быть найденные 100 % дефектов, которые находятся внутри контролируемого объекта. Существует определенный минимальный дефект, который характеризует предельную чувствительность метода. Дефекты, которые имеют прямолинейные грани, ориентированные параллельно направлению распространения излучения, обнаруживаются значительно лучше вследствие большой резкости изображения их границ, чем дефекты цилиндрической (шлаковые включения) или шариковой (поры) или другой формы. С недостаточной достоверностью (~35-40%) выявляются такие дефекты, как трещины, непровары, несплавления кромок, из-за малой разности в плотности потемнения пленки в дефектном и бездефектном местах. Наилучшая выявляемость наблюдается при прохождении излучения вдоль плоскостных дефектов (под углом 0°). Для получения и использования рентгеновского метода и гамма-излучений применяют разную радиационную технику: рентгеновские аппараты, гамма-аппараты, линейные ускорители и бетатроны.
Недостатком метода является то, что рассеянное излучение в зависимости от энергии первичного излучения изменяет качество снимка, снижает контрастность и четкость изображения, а, следовательно, и чувствительность самого метода. Вследствие этого явления дефекты малого размера тяжело различить и часто они могут быть не выявлены совсем.








