2015-05-05
2015-05-05 810
810Качество модельной оснастки должно быть высокого класса, поскольку это непосредственно отражается на качестве изготовляемых отливок.
Модельные плиты обычно изготавливаются из чугуна, прошедшего отжиг для снятия напряжения. Пользуются также плитами из стали и алюминия. Для понижения веса толстые модельные плиты изготавливаются из алюминия, вставленного в стальную раму. Плиты иногда изготавливаются в виде укрепленных ребер вместо массивной плиты. Модели. Выбор материала для модели прежде всего зависит от того, сколько отливок данного вида надо изготовить, т.е. от продолжительности использования данной модели. Другими определяющими факторами, от которых зависит степень износа моделей, а следовательно срок службы, являются высота и месторасположение моделей на модельных плитах, а также расположена ли модельная плита со стороны противодавления или с прессовой стороны. Требуемая точность размеров отливок также является определяющим фактором при выборе материала для моделей.
Для отливок массового производства рекомендуется пользоваться моделями из чугуна. Относительно умеренная дополнительная стоимость таких моделей окупается продлением срока службы моделей, а также повышенным качеством отливок и уменьшением затрат на шлифовку. Покрытие поверхностей моделей слоем никеля или хрома приводит даже к более продолжительному сроку службы. Изношенное покрытие можно снять и заменить новым.
Часто используются эпоксидные смолы для изготовления моделей и модельных плит для ДИСАМАТИК, поскольку их дешевле изготовить, чем традиционным копировальным фрезерованием. Однако износостойкость эпоксидных смол намного ниже, чем износостойкость металла.
Полиуретан имеет примерно такую же износостойкость, как серый чугун. Модели сложной конструкции, изготовленные из полиуретана большим "тиражом", оказались дешевле, чем модели, прошедшие механическую обработку, в то время как более простые модели (такие как для тормозных дисков) дешевле изготовлять токарной обработкой и пр.
| Толщина | Общая высота | Верхняя | Боковая | Нижняя |
| стенок | модельной | стенка | стенка | стенка |
| отливки | плиты | «А» | «В» | «С» |
| мм | ||||
| 0- 10 | 0-50 | |||
| 20-25 | 0-50 | |||
| 100- 150 | ||||
| 200 - 250 | ||||
| 0 -50 | ||||
| 100-150 | ||||
| 200 - 250 |
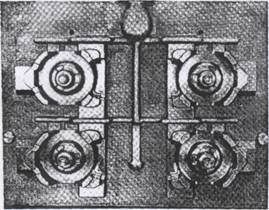
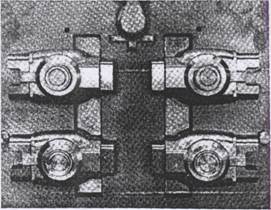
Полезная площадь модельной плиты, т.е. площадь, используемая под модели, литниковую систему и фиксаторы стержней, зависит от ряда параметров, например, от прочности на разрыв формовочной смеси, фермы моделей, толщины стенок отливок,
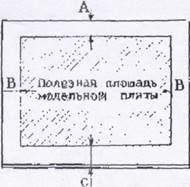 типа металла и т.д. Поэтому определить процентное соотношение максимального использования общей поверхности моделей не представляется возможным. Но в большинстве случаев можно добиться полезной площади модельной плиты до 60% и более (при условии, что для перемещения ряда форм используется прецизионный конвейер). ДИСА поставляет массивные плиты из чугуна стандартной толщиной 20 мм. Эти плиты отвечают всем требованиям, что касается допусков, размеров, ровности и параллельности поверхностей. Можно использовать также и очень толстые модельные плиты. Максимально
типа металла и т.д. Поэтому определить процентное соотношение максимального использования общей поверхности моделей не представляется возможным. Но в большинстве случаев можно добиться полезной площади модельной плиты до 60% и более (при условии, что для перемещения ряда форм используется прецизионный конвейер). ДИСА поставляет массивные плиты из чугуна стандартной толщиной 20 мм. Эти плиты отвечают всем требованиям, что касается допусков, размеров, ровности и параллельности поверхностей. Можно использовать также и очень толстые модельные плиты. Максимально
допустимая толщина передней модельной плиты: 85 мм, а задней - 265 мм. Модельные плиты прикрепляются к формовочной машине ДИСАМАТИК с помощью пневматически управляемых механических замков, четыре для каждой плиты. Замыкание и размыкание плиты очень просто и производится с помощью рычага. Правильное размещение модельных плит производится без регулировки с помощью направляющих штифтов, расположенных на плите противодавления и прессовой плите, и с помощью втулок на модельных плитах. Как направляющие штифты, так и втулки изготовлены из закаленной стали.