 2015-05-05
2015-05-05 939
939ЛЕКЦИЯ 37
Тема 9.2. Режим резания при шлифовании. Силы резания.
Для формообразования любой поверхности методом шлифования необходимы вращательное движение круга и относительное перемещение по одной из координатных осей (рис. 9.2.1). Перемещения вдоль осей могут быть заменены вращательным движением вокруг оси.
Основные элементы режима резания -скорость главного движения резания, подача и глубина резания. Для рационального ведения процесса шлифования необходимо выбирать их оптимальные значения Скорость главного движения резания равна окружной скорости точки на периферии шлифовального круга, м/с:
vK =nDK/(l 000×60),
где пк - частота вращения круга, об/мин; DK - наружный диаметр шлифовального круга, мм.
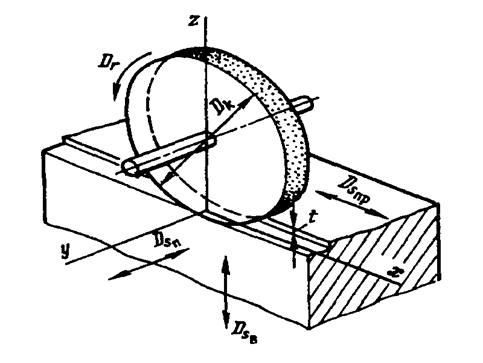
Рис.9.1.1. Элементы резания при шлифовании
Движениями подач являются перемещения заготовки или инструмента вдоль или вокруг координатных осей. Выражения и размерности подач определяются схемами шлифования. Глубина резания (мм) определяется толщиной слоя материала, срезаемого за один проход.
Оптимальные режимы резания выбирают по справочным данным.
Для расчета элементов шлифовальных станков, конструирования приспособлений для работы на них и оценки точности обработки необходимо знать силы резания. Силу резания Р, возникшую при шлифовании в зоне контакта круга и заготовки, для удобства расчетов разлагают по координатным осям на три составляющие (рис. 9.2.2): касательную Р2, радиальную Ру и осевую Рх. Составляющую Ру используют в расчетах точности обработки, Рг используют для определения мощности электродвигателя шлифовального круга, Рх необходима для проектирования механизмов подач шлифовальных станков.
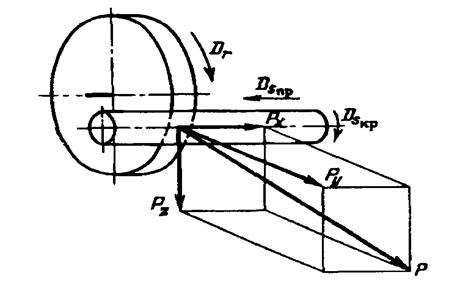
Рис.9.2.2. Силы резания при шлифовании
Силы находят по справочным данным в зависимости от конкретных условий шлифования или по эмпирическим формулам:

где коэффициент СРz и показатели степени а, b, с обусловлены условиями шлифования; vзаг - линейная скорость на поверхности заготовки;
Ру=кРг,
где к - коэффициент (к> 1).
Мощность электродвигателя, приводящего во вращение шлифовальный круг, кВт,
мощность электродвигателя, приводящего во вращение заготовку, кВт,

где η1 и η2 - соответственно КПД кинематических цепей передачи вращения кругу и заготовке.
Шлифование является наиболее распространенным методом уменьшения шероховатости поверхностей. Качественные зависимости высотного параметра шероховатости от режима резания (v, s, t) представлены на рис. 9.2.2.а.








