 2015-04-30
2015-04-30 924
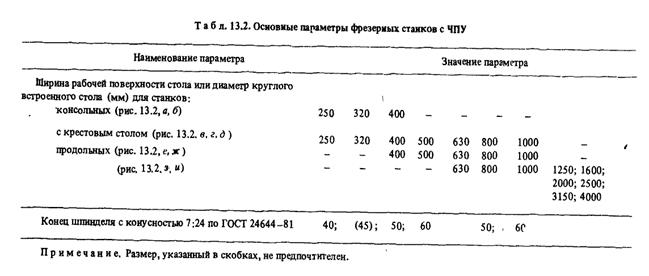
924Фрезерные станки с ЧПУ предназначены для обработки плоских и объемных деталей сложной формы. Их можно разделить на группы (рис. 13.2) вертикально-фрезерные (бесконсольные и консольные), продольно-фрезерные (с подвижной поперечиной и с неподвижной поперечиной),широкоуниверсальные инструментальные, специализированные. На одноинструментальных станках режущие инструменты закрепляют в шпинделе вручную, на многоинструментальных смена инструментов производится с помощью револьверной головки или автоматическим устройством в сочетании с инструментальным магазином. Основные параметры фрезерных станков с ЧПУ приведены в табл. 13.2. Предусматриваются три управляемые оси координат, причем не менее двух управляемых одновременно- Дискретность задания линейных перемещений по всем осям составляет 0,001 или 0,01 мм, а круговых перемещений относительно оси.В— 0,001 или 0,01.
В главном приводе малых и средних вертикальных фрезерных станков применяют коробку скоростей с асинхронным двигателем и передвижными блоками зубчатых колес или коробку с электромагнитными муфтами. Главные приводы станков всех типов компонуют на основе электродвигателя постоянного тока и двух- или трехступенчатой коробки скоростей.
Исполнительный механизм привода подачи обычно состоит из высокомоментного электродвигателя постоянного тока и передачи винт—гайка качения.
):
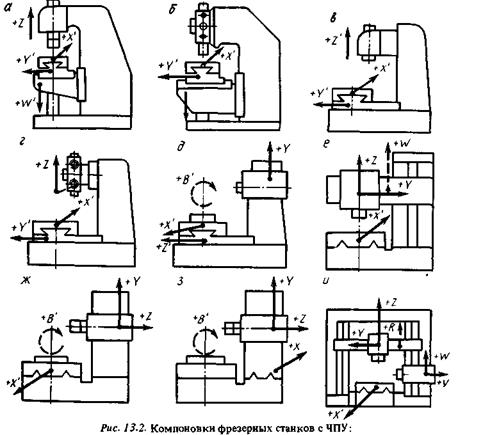
а - вертикально-фрезерный консольный; б - вертикально-фрезерный консольный с револьверной головкой; в - вертикально-фрезерный с крестовым столом; г - вертикально-фрезерный с крестовым столом и револьверной головкой; д - горизонтально-фрезерный с крестовым поворотным или неповоротным столом; е - продольно-фрезерный одностоечный с вертикальной бабкой и подвижной или неподвижной поперечиной; ж —продольно-фрезерный одностоечный с горизонтальной бабкой и поворотно-подвижным или неподвижным столом, с подвижной или неподвижной стойкой, з - продольно-фрезерный одностоечный с горизонтальной бабкой, с неподвижным столом и неподвижной бабкой; и - продольно-фрезерный двухстоечный с подвижным порталом, с подвижной или неподвижной поперечиной
В приводе предусматривается внешняя обратная связь по положению рабочего органа и обратная связь по скорости. Иногда привод подачи строится на основе гидравлического привода с гидр о цилиндр ом.
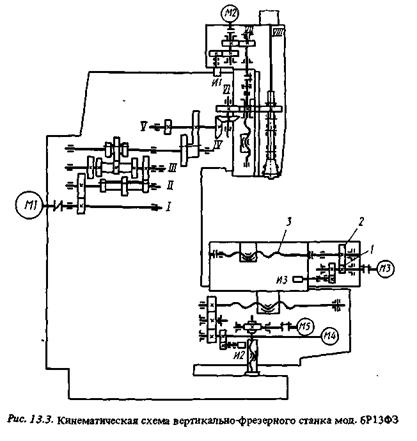
Кинематическая схема консольного вертикально-фрезерного станка мод. 6Р13ФЗ приведена на рис. 13.3. С помощью восемнадцатиступенчатой коробки скоростей с передвижными блоками колес частоту вращения шпинделя изменяют в диапазоне от 40 до 2000 об/мин. Стол совершает рабочие перемещения по двум координатам и установочные в вертикальном направлении. Ползун с фрезерной бабкой совершает рабочие перемещения в этом же направлении. Привод продольной подачи по оси X состоит из высокомоментного электродвигателя МЗ, пары зубчатых колес 1—2, передачи винт-гайка качения 3. Измерительный преобразователь перемещений ИЗ связан с ходовым винтом, с помощью точных зубчатых колес. Аналогично устроены приводы поперечного перемещения салазок и вертикального перемещения ползуна. Скорость подачи по координатам изменяется в диапазоне от 3 до 4800 мм/мин.








