 2015-05-14
2015-05-14 4551
4551Лабораторная работа № 11.
Учебно-производственное задание. I — подбор и установка сверл в сверлильных патронах и в пиноли задней бабки.
Цель задания. Научить подбирать, устанавливать и закреплять сверла несколькими и способами. Оснащение рабочего места. Трехкулачковый сверлильный патрон; двухкулачковый сверлильный патрон; спиральные сверла диаметром 8 мм (1 шт.), 15мм (1 шт.) цилиндрическим хвостовиком и диаметром 20 мм (1 шт.) с коническим хвостовиком; заготовка диаметром 20—30 мм, длиной 60—70 мм; проходной отогнутый резец, переходная коническая втулка.
I. ПОДБОР И УСТАНОВКА СВЕРЛ В СВЕРЛИЛЬНЫХ ПАТРОНАХ И ПИНОЛИ ЗАДНЕЙ БАБКИ.
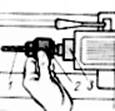
Рис. 1.
1. Подобрать сверло для сверления сквозного цилиндрического отверстия. Све рление отверстий диаметром до 20 мм выполнить одним сверлом (такого же диаметра, что и отверстие). Отверстия большего диаметра (30 мм и т.д.) обработать двумя сверлами. Диаметр первого сверла равен мерно '/2 диаметра отверстия.
2. Закрепить спиральное сверло с цилиндрическим хвостовиком диаметром до 10 мм. Спиральное сверло 1(рис. 1) с цилиндрическим хвостовиком диаметром до 10 мм закрепить ключом с коническими зубьями в трехкулачковом сверлильном патроне 2 и установить его в коническое отверстие пиноли 3 задней бабки.
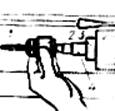
Рис.2.
Если конус хвостовика сверлильного патрона меньше конуса конического отверстия пиноли, установить патрон с помощью переходной конической втулки 4 (рис. 2). Перед установкой тщательно протереть конус хвостовика сверлильного патрона и коническое отверстие пиноли.
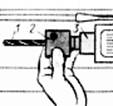
Рис. 3.
3. Закрепить спиральное сверло с цилиндрическим хвостовиком диаметром больше 10 мм. Спиральное сверло 1(рис. 3) с цилиндрическим хвостовиком закрепить в трехкулачковом патроне большого размера (как в первом случае) или двухкулачковом патроне 2.
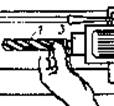
Рис.4
4. Установить спиральное сверло с коническим хвостовиком следующими способами:
Первый способ. Сверло 1 (рис. 4) с коническим хвостовиком установить в коническое отверстие пиноли 3. Коническое отверстие пиноли и конус хвостовика сверла предварительно протереть.
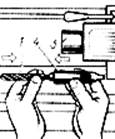
Рис. 5.
Второй способ. Если конус сверла 1 меньше конического отверстия пиноли 3 (рис. 5), сверло установить с помощью переходной конической втулки 4, внутренний конус Морзе которой будет соответственно 2-го или 3-го номера, а наружный - 3-го или 4-го.
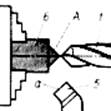
Рис. 5.
5. Проверить установку сверла. Сверло должно быть установлено строго по оси центров. Это можно проверить подводом сверла к вершине переднего центра или к точно установленной детали с центровым отверстием. Передний центр можно заменить стержнем 6 небольшого диаметра и длины, обточенным с конца на конус А (рис. 6). Главная режущая кромка а резца 5 должна быть установлена к оси детали под углом примерно 30—45°.
Лабораторно – практическая работа № 12.
СВЕРЛЕНИЕ И РАССВЕРЛИВАНИЕ СКВОЗНЫХ ОТВЕРСТИЙ
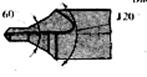
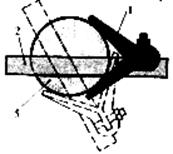
- Подрезать торец заготовки и выполнить в центре его углубление конической формы (1-й способ).
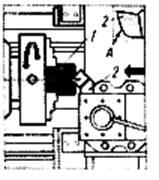 Рис. 1.
Рис. 1.
Предварительно подрезать торец заготовки 1 проходным отогнутым резцом 2 со срезанным ребром А (рис. 1), перемещая резец комбинированной подачей верхних и нижних салазок суппорта, произвести постепенное его врезание в центре торца заготовки, в результате чего образуется коническое углубление для направления сверла.
2. Настроить станок на требуемую частоту вращения шпинделя. Подачи и скорости резания подобрать по таблицам нормативов. По скорости резания и диаметру сверла определить частоту вращения шпинделя:

n= 1000V/πD; об/мин, или по сокращенной формуле n=300V\D; об/мин где n – частота вращения сверла; об/мин; V – скорость резания; м/мин; D – диаметр сверла мм.
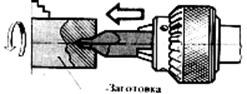
 3. Надсверлить заготовку коротким сверлом (2-й способ). Надсверлить отверстие заготовки 1 коротким сверлом 3 с углом при вершине 2φ≈90°, закрепленным в пиноли 4 задней бабки (рис. 2) или в сверлильном патроне. Подачу сверла производить, вращая маховичок задней бабки по часовой стрелке.
3. Надсверлить заготовку коротким сверлом (2-й способ). Надсверлить отверстие заготовки 1 коротким сверлом 3 с углом при вершине 2φ≈90°, закрепленным в пиноли 4 задней бабки (рис. 2) или в сверлильном патроне. Подачу сверла производить, вращая маховичок задней бабки по часовой стрелке.
Рис.2
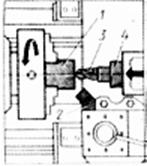
4. Надсверлить заготовку спиральным сверлом выбранного диаметра (3-й способ). Установить и закрепить заготовку 1 в трехкулачковом патроне (рис. 3), а сверлильный патрон 3 со спиральным сверлом 5 в пиноли 4 задней бабки. Закрепить в резцедержателе прямоугольный стержень-упор 2, включить станок. Вращая маховичок 6 задней бабки по часовой стрелке, переместить пиноль вместе со сверлом к заготовке. Как только сверло начнет врезаться в торец заготовки, винтом нижних поперечных салазок подвести стержень-упор 2 вплотную к сверлу. Продолжать вращать маховичок и одновременно подавать вперед упор до тех пор, пока сверло не установится точно по центру. Как только вершины режущих кромок сверла углубятся в просверливаемое отверстие, упор отвести от сверла.
Рис. 3. Периодически выводить сверло из отверстия заготовки 1, чтобы удалить(рис.4) накопившуюся в спиральных канавках стружку. Стружка удаляется специальным крючком.

5. Рассверлить отверстие. Подача при рассверливании должна быть больше в 1,5— 2 раза подачи сверла такого же диаметра при сверлении отверстия в сплошном материале. Сверло и заготовку необходимо охлаждать. Скорость резания при рассверливании такая же, как и при сверлении отверстия, сверлом одинакового диаметра.
Рис. 4.
Режимы резания при сверлении. Глубиной резания / при сверлении
является половина диаметра, а при рассверливании — полуразность диаметров отверстия до и после обработки:
t=D\2 мм. t= (D-d)\2 мм.
Подача s при сверлении — это путь сверла за один оборот заготовки (мм /об).
Фактическая скорость резания, как и при точении, зависит от диаметра сверла и числа оборотов заготовки
N=100V\πD; об\мин, или по сокращенной формуле n=300V\D об\мин.
Рекомендуемые режимы резания при сверлении и рассверливании приведены в справочниках. Охлаждающую жидкость при сверлении направляют непосредственно в отверстие. Длину сверления (глубину отверстия) при работающем станке контролируют по делениям на пиноли или по меловой риске на сверле. Виды, причины и меры предупреждения брака при сверлении приведены в табл.
Центрование на токарном станке
Заготовки деталей типа валов очень часто обрабатывают на токарных станках с установкой центровыми отверстиями на центрах. Процесс сверления центровых отверстий называется центрованием.
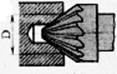
ЦЕНТРОВОЧНЫЕ СВЕРЛА (а), ЦЕНТРОВАНИЕ СВЕРЛЕНИЕМ И ЗЕНКОВАНИЕМ (6):
сверла: I — по форме А, 2 - - по форме Б, 3 — спиральное; 4 зенковка
а 

1 2
б 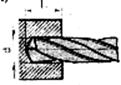
3 4
Рис.5.
Применяются два способа центрования: первый — заготовку закрепляют в патроне, а центровочное сверло с помощью сверлильного патрона закрепляют в пиноли задней бабки (рис. 6,а);
второй — центровочное сверло закрепляют в патроне, а заготовку, поддерживаемую рукой, поджимают к центровочному сверлу задним центром (рис. 6,б).
Длинную или сложной формы заготовку установить на станке для центрования не представляется возможным. Центрование выполняют тогда вне станка электродрелью, предварительно разметив положение центровых отверстий.

а б
Рис.6: а – центрование при помощи угольника –центроискателя, б – центрование при помощи центровочного колокола.
Для этой цели применяют разметочные циркули или центроискатели. Накернивание небольших валиков выполняют кернером-центроискателем, у которого конус («колокол») определяет положение кернера точно по центру заготовки (рис. 88,6). Режимы резания при центровании ниже режимов резания при сверлении,
Рис. 7. ПРИЕМЫ ЦЕНТРОВАНИЯ НА ТОКАРНОМ СТАНКЕ:
а — заготовка зажата в патроне, б — заготовка удерживается вручную

а б
Брак при сверлении отверстий и меры его предупреждения.
| Виды брака | Причины. | Меры предупреждения. |
| Отверстие уведено в сторону от оси | Торцовая поверхность заготовки не перпендикулярна оси Длинное сверло. В заготовке имелись раковины или твердое включение | Обеспечить перпендикулярность торца оси. Выполнить предварительную зацентровку коротким сверлом. Вести сверление с пониженной подачей. |
| «Разбивка» диаметра отверстия. | Неправильно заточено сверло: одна кромка больше другой, неодинаковы углы φ. Сверло установлено с перекосом относительно оси отверстия: а) ось пиноли задней бабки не совпадает с осью шпинделя б) посадочный конус пиноли или хвостовик сверла загрязнены. | Переточить сверло. контролировать заточку шаблоном. Добиться соосности. Протереть конус пиноли и хвостовик сверла. |
| Неточная глубина отверстия | Ошибки при контроле глубины сверления по линейке пиноли, или по риске на сверле. | Тщательно контролировать глубину сверления. При сверлении с автоматической подачей установить упор. |
Оформи лабораторную работу по образцу работы № 1.
Ответь на вопросы.
1.Какие детали машин называются втулками?
2.Виды втулок по виду отверстия.
3.Как выбирается вид обработки различных втулок?
4.Какая чистота и точность обработки достигается сверлением?
5.В каких случаях применяется растачивание отверстий?
6.Область применения зенкования, зенкерования и развертывания отверстий.
7.Параметры режима резания при сверлении.
8.Центрование отверстий на токарном станке. Виды центровочных сверл.
9.Центрование отверстий вне токарного станка.
10. Виды брака при сверлении и способы его предупреждения.








