2015-05-18
2015-05-18 1266
1266Стержни применяют главным образом для формирования в отливках внутренних полостей и отверстий.
При заливке формы стержни обычно со всех сторон окружены расплавом, поэтому они должны обладать высокой газопроницаемостью, прочностью, податливостью, выбиваемостью, что обеспечивается выбором соответствующей стержневой смеси и конструкции стержня.
Стержни изготавливают в стержневых ящиках. Для увеличения прочности стержней в них заформовывают проволочный каркас.
При заливке металла в стержне образуется много газов, для отвода которых в нем подготавливают вентиляционные каналы путем накалывания, укладки восковых фитилей (при сушке стержня воск выплавляется, а шнуры затем вынимают), установки сетчатых трубок и соломенных жгутов, которые при заливке выгорают, укладки коксовой гари (в крупных стержнях).
Сложные стержни склеивают из нескольких частей. Для увеличения газопроницаемости, прочности и уменьшения газотворной способности стержни сушат. Температура и продолжительность сушки зависят от массы стержня, связующего материала. Продолжительность сушки колеблется от нескольких минут до нескольких часов и устанавливается экспериментально.
Стержни из смесей на основе глины сушат при 350—400° С, на основе бентонита — при 200° С. Если стержневая смесь содержит крахмал, сушку ведут при 165—190° С, в случае использования в качестве связующего термореактивных смол — при 150—160 "С, в случае применения масляного связующего — при 150—200° С.
Точная установка стержня достигается с помощью знаков — специальных фиксирующих полостей в форме.
Размеры знаков выбирают с учетом массы стержня и давления расплава. Их конфигурация должна исключать возможность каких-либо смещений стержня.
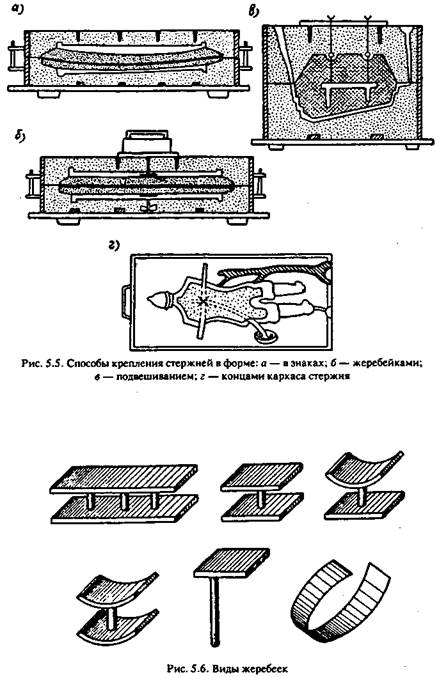
Иногда крепление стержня в знаках оказывается недостаточно надежным, например при использовании длинных стержней, которые могут прогибаться при заливке (рис. 5.5, а). В этом случае используют другие способы. Так, стержни можно крепить специальными стойками — жеребейками (рис. 5.5, б и 5.6). Форма и размеры жеребеек зависят от массы стержня и конфигурации опорных поверхностей стержня и формы.
При изготовлении сравнительно небольших художественных отливок стержни удобнее крепить с помощью концов их каркасов (рис. 5.5, г). При окончательной отделке отливок концы каркасов обрубают, поверхность зачеканивают.
В некоторых случаях стержни крепят подвешиванием в верхней опоке. Таким образом изготавливают различные постаменты к статуэткам (рис. 5.5, в).