 2015-05-18
2015-05-18 1278
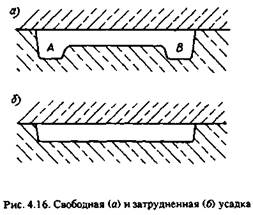
1278Отливка по размерам всегда меньше полости формы, в которой она получена. Причина линейной усадки лежит в сокращении размеров отливки, как твердого тела при охлаждении. Различают свободную и затрудненную линейную усадку (рис. 4.16), причем последняя всегда меньше первой. Линейной усадке препятствует форма. Кроме того, ранее затвердевшие части отливки (тонкие ребра, выступы) оказывают сопротивление линейной усадке тех участников отливки, где затвердевание заканчивается позже. Все эти факторы обусловливают большой разброс значений линейной усадки отливки.
При охлаждении отливки наружные слои, остывающие раньше внутренних, начинают сокращаться в размерах первыми. Поэтому
после полного охлаждения отливки наружные слои оказываются сжатыми, а внутренние — растянутыми. Поскольку линейная усадка практически никогда не бывает свободной, а всегда в той или иной степени затруднена, в отливках возникают упругие и пластические деформации. Вызываемые этими деформациями напряжения нередко приводят к короблению и разрушению отливки.
Простейший случай деформации отливки показан на рисунке рис. 4.16, а. Линейной усадке отливки препятствует выступ формы между бобышками А и В. Вначале, пока металл имеет высокую температуру и низкую прочность, линейная усадка вызывает на этом участке пластическую деформацию. Затем металл, охлаждаясь, переходит в упругое состояние, и начинается взаимная упругая деформация отливки и формы.
Если форма обладает низкой прочностью, она вскоре разрушается, упругая деформация в отливке снимается и дальше отливка сокращается в размерах по мере остывания.
Если же форма прочная, неподатливая (металлическая), то она непрерывно оказывает сопротивление усадке отливки. В этом случае возможны два исхода: 1) отливка не разрушится под действием пластической и упругой деформации, но останется «захваченной» формой; 2) отливка не выдержит деформации и разрушится.
Напряжения в отливках могут появиться также вследствие фазовых превращений в твердом состоянии, если эти превращения происходят с изменениями объема. Поскольку различные участки отливки охлаждаются неодинаково, фазовые превращения происходят в разные моменты времени.
Для уменьшения и снятия напряжений в затвердевшей отливке обычно применяют отжиг. Само по себе повышение температуры отливки не способно изменить ни величину, ни схему остаточных напряжений, так как такие напряжения не зависят от конечной температуры отливки. Однако при повышенных температурах в металле начинают активно развиваться релаксационные явления и ползучесть. Упругие деформации переходят в пластические, отдельные слои пластически деформируются, в итоге напряжения исчезают. При отжиге из-за неравномерного снятия напряжений также возможно коробление литого изделия.

