 2015-05-20
2015-05-20 797
797Основным видом штамповочных молотов считаются паровоздушные молоты, подобные аналогичным ковочным. У штамповочных молотов более жесткая станина, ее направляющие усилены, шабот имеет большую массу. На молотах предусмотрено автоматическое возвращение падающих частей в исходное положение при отпущенной педали управления. Паровоздушные штамповочные молоты имеют массу падающих частей 0,63......25 т.
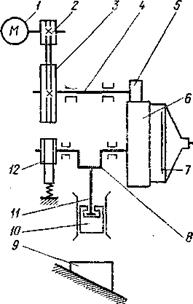
Рис. 15.5. Кинематическая схема кривошипного горячештамповочного пресса
 |
Для изготовления более точных поковок паровоздушные штамповочные молоты заменяются кривошипными горячештамповочными прессами (КГШП). Схема пресса изображена на рис. 15.5. От электродвигателя / вращение через шкив 2 клиноременной передачей передается маховику 3. Деформируют заготовки, используя энергию, накопленную массивным маховиком. На промежуточном валу 4 закреплена также шестерня 5, находящаяся в зацеплении с зубчатым колесом 6, которое свободно вращается на коленчатом валу 8. Зубчатое колесо 6 передает вращение коленчатому валу при срабатывании пневматической многодисковой фрикционной муфты 7. При помощи шатуна 11 вращение вала 8 преобразуется в возвратно-поступательное движение ползуна 10. Тормоз 12 останавливает коленчатый вал после отключения муфты.
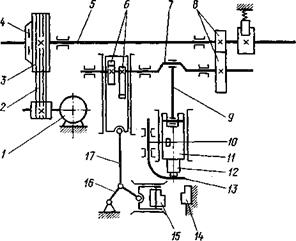
Рис. 15.6. Кинематическая схема горизонтально-ковочной машины
Для изменения штампового пространства стол пресса 9 может перемещаться с помощью клинового устройства. Поковки из верхней и нижней части штампа удаляются выталкивателями, срабатывающими при обратном ходе ползуна. Пресс осуществляет ходы одиночные, толчковые, используемые при наладке штампов, и непрерывные автоматические. Прессы развивают усилия от 6,3 до 100 МН.
Горячая объемная штамповка на горизонтально-ковочных машинах (ГКМ) является высокопроизводительным и экономичным методом обработки давлением (рис. 15.6). Электромотор 1 через клиноременную передачу 2 вращает маховик 3. Благодаря включению муфты 4 вращение сообщается передаточному валу 5. На валу справа располагается тормоз. Передаточный вал посредством зубчатой передачи 8 передает вращение коленчатому валу 7. На этом же валу закреплены эксцентрики 6. Кривошип коленчатого вала соединен шатуном 9 с главным ползуном 11, а через него с пуансоном 12, Через эксцентрики 6 коленчатый вал соединяется и с боковым зажимным ползуном 17, а через него и через систему рычагов 16 — с подвижной полуматрицей 15. Штамп пресса имеет две поверхности разъема, и состоит из неподвижной полуматрицы 14, подвижной полуматрицы 15 и пуансона 12. При работе ГКМ нагретый пруток закладывают в полуматрицу 14 и продвигают его до упора 13, упор связан со следящим роликом 10. При перемещении главного ползуна ролик сдвигает упор, а полуматрица 15 смыкается с неподвижной, образуя полость для формования.
Подошедший пуансон деформирует заготовку с усилием до 31,5 МН, гидравлические штамповочные прессы аналогичны ковочным; развиваемые ими усилия доходят до750МН.








