2015-05-20
2015-05-20 776
776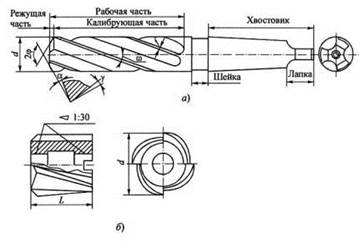
Калибрующая часть - зенкера обеспечивает необходимую точность размера отверстия, направляет зенкер в процессе обработки отверстия и служит запасом на его переточку. На ней расположены цилиндрические ленточки шириной f = 0,8...2,0 мм для d = 10...80 мм. Радиальное биение ленточек должно быть не более 0,04...0,06 мм.
Число канавок. Зенкеры изготавливают, как правило, с тремя (хвостовые) или четырьмя (насадные) канавками. Применяются также насадные зенкеры крупных размеров (d > 58 мм) с шестью и более канавками. В тяжелом машиностроении для снятия больших припусков применяют двузубые зенкеры (зенкеры-улитки), насаживаемые на оправки.
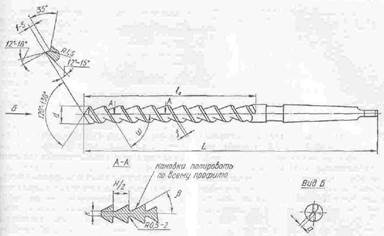
27. Шнековые сверла дают возможность получать отверстия глубиной до 40 диаметров за один рабочий ход без периодических выводов для удаления стружки. Они позволяют работать на более высоких скоростях резания, что в сочетании с сокращением вспомогательного времени (отсутствие промежуточных выводов сверла) дает повышение производительности в 2—3 раза по сравнению с работой удлиненными стандартными сверлами.