 2015-05-10
2015-05-10 460
460ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ
МИСиС
ИНСТИТУТ ЭКОТЕХНОЛОГИЙ И ИНЖИНИРИНГА
КАФЕДРА ТЕХНОЛОГИИ И ОБОРУДОВАНИЯ ТРУБНОГО ПРОИЗВОДСТВА
СПЕЦИАЛЬНОСТЬ: 150100 ГРУППА: МО-09-2
ЛАБОРАТОРНАЯ РАБОТА 1
Исследование влияния угла подачи рабочих валков на скоростные параметры процесса прокатки.
Студент: Чан Ба Хюи ___________________
Руководитель работы Проф. Романцев Б.А. _______________
Москва 2013г.
ЛАБОРАТОРНАЯ РАБОТА 1
Исследование влияния угла подачи рабочих валков на скоростные параметры процесса прокатки.
(2 часа)
Цель работы
1. Наглядно продемонстрировать единство процессов прокатки (продольной, поперечной, винтовой) путем обкатки цилиндрических образцов в двухвалковом лабораторном стане.
2. Исследовать влияние угла подачи рабочих валков на скоростные параметры процесса прокатки.
Теоретическое введение
Наиболее распространенным методом обработки металлов давлением является прокатка, с помощью которой обрабатывают свыше 80 % всего производимого металла. Процесс прокатки состоит в том, что исходная заготовка пропускается в щель между вращающимися валками прокатного стана, обжимается ими и приобретает необходимые размеры и форму. Различают три основных вида прокатки: продольную, поперечную и винтовую (рис.1.1).При продольной прокатке заготовка обжимается между двумя валками, вращающимися в противоположных направлениях.
Металл втягивается в зазор между валками под действием сил трения и перемещается в направлении, перпендикулярном плоскости, проходящей через оси валков. При этом заготовка обжимается по высоте и удлиняется, форма ее сечения соответствует форме зазора между валками. Если рабочая часть валков (бочка) гладкая, то из них выходят лист, полоса, лента. Для изготовления изделий, сечение которых имеет форму круга, квадрата, уголка и т. д., на валках вытачивают вырезы (ручьи) нужной формы. Ручьи на верхнем и нижнем валках, расположенные симметрично оси, перпендикулярной оси валка, образуют калибр, форму которого и приобретает прокатываемая заготовка.
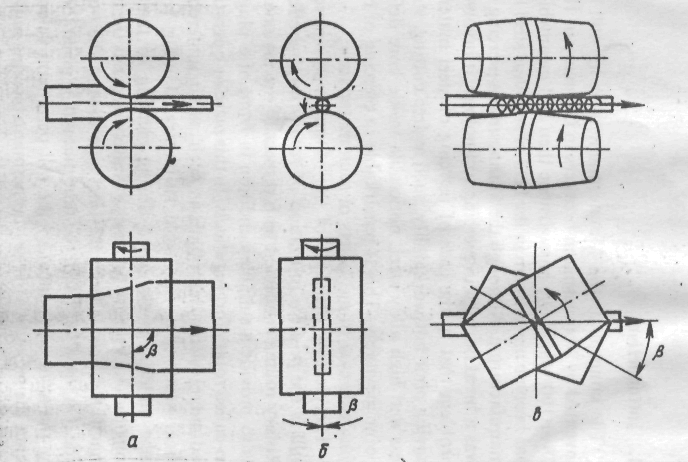
Рис. 1.1. Виды прокатки:
а - продольная; б - поперечная; винтовая.
При поперечной прокатке валки вращаются в одном направлении, их оси и ось заготовки параллельны. Заготовка обкатывается валками, расстояние между которыми уменьшается, благодаря чему уменьшается диаметр и увеличивается длина заготовки. Поперечную прокатку используют для изготовления зубчатых шестерен, накатки резьбы на болтах и т. п.
При винтовой прокатке рабочие валки вращаются в одном направлении, их оси перекрещиваются относительно заготовки под углом, благодаря чему в процессе деформации заготовка, вращаясь вокруг своей оси, совершает и поступательное перемещение, т. е. металл в очаге деформации движется по винтовой (геликоидальной) линии. Винтовая прокатка применяется при изготовлении бесшовных труб, периодических профилей, шаров, роликов и других деталей.
Эти виды прокатки имеют много общего и могли бы быть воспроизведены на универсальном стане, конструкция которого позволяла бы изменить пространственное положение валков относительно заготовки при неизменном направлении вращения. Основной технологический фактор, определяющий вид прокатки, - угол между осью
валка и осью прокатки, так называемый угол перекоса валков или угол подачи β. При противоположных направлениях вращения валков и β = 90° реализуется продольная прокатка, при вращении валков в одном направлении и β = 0 — поперечная, при 0< β <90° — винтовая. Осевая составляющая (проекция на ось прокатки) окружной скорости валка определяется по формуле:
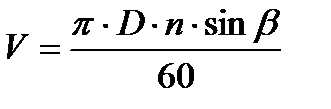 ,
,
где D - диаметр бочки валка;
n - частота его вращения.








