 2015-05-10
2015-05-10 1974
1974Оснащение работы
Для выполнения работы необходимы:
- токарно-винторезный станок 16К20;
- угломер с нониусом УМ, угломер УР-2;
- поверочная плита размером 200x200 мм;
- объекты измерения - резцы.
Пояснения к работе
Токарные станки предназначены для выполнения разнообразных операций: обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей, нарезания наружных и внутренних резьб, отрезки, сверления, зенкерования и развертывания отверстий.
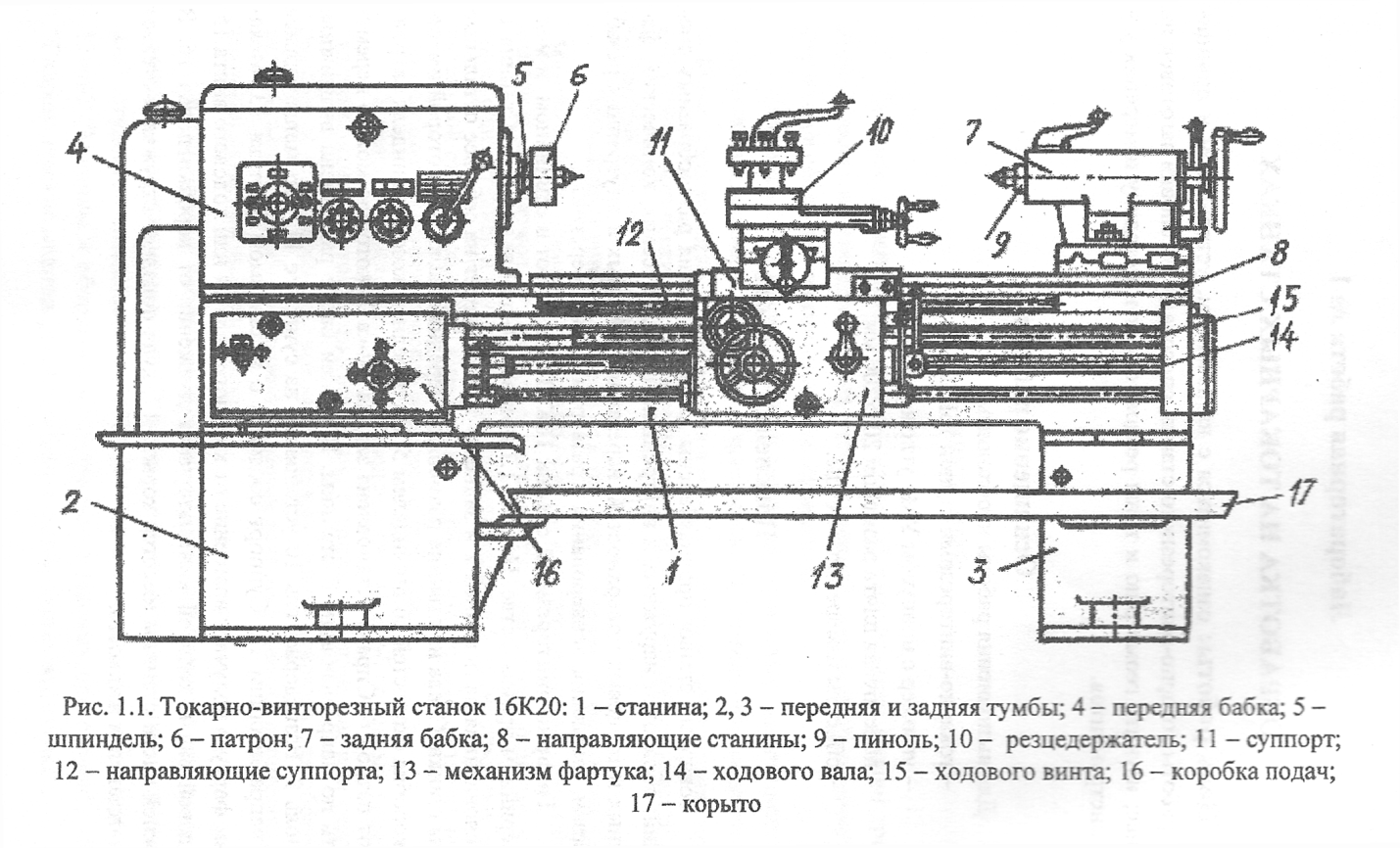
Токарно-винторезный станок 16К20 применяют в единичном и мелкосерийном производстве. На рис. 1.1 показан общий вид станка. Станина 1, установленная на передней 2 и задней 3 тумбах, несет на себе все остальные узлы станка. Слева на станине размещена передняя бабка 4, в которой имеется коробка скоростей со шпинделем 5. На переднем конце шпинделя закрепляют патрон 6. Справа установлена задняя бабка 7, которую можно перемещать по направляющим 8 станины. В задней бабке размещена выдвижная пиноль 9. Резцедержатель 10 установлен на суппорте 11, перемещающимся по направляющим 12. Суппорт соединен с механизмом фартука 13. Механизм фартука получает вращение от ходового вала 14 или ходового винта 15. Ходовой вал и ходовой винт получают движение от коробки подач 16. В нижней части станины имеется корыто 17, куда попадает стружка к стекает охлаждающая жидкость.
Передняя бабка представляет собой узел станка для размещения шпинделя и механизма его привода, т.е. коробки скоростей. При переключении блоков колес коробки можно получить 22 варианта частот вращения шпинделя.
Заднюю бабку можно закреплять рукояткой на требуемом расстоянии от передней бабки в зависимости от длины обрабатываемой детали. В отверстии корпуса задней бабки имеется выдвижная пиноль, которую перемещают с помощью маховика и рукояткой фиксируют определенный вылет ииноли. В корпусное гнездо пиноли устанавливают задний центр (для базирования длинных валов) или режущий инструмент для обработки отверстий (сверло, зенкер, развертку, метчик).
 Техническая характеристика станка 16К20
Техническая характеристика станка 16К20
Наибольший диаметр детали, устанавливаемой над станиной, мм………...400
Наибольшая длина обрабатываемой заготовки, мм……...710, 1000, 1400, 2000
Частота вращения шпинделя, об/мин…………………………………12,5 - 1600
Число скоростей шпинделя……………………………………………………..22
Подача суппорта, мм/об
продольная ………………………………………………………...0,05 - 2,8
поперечная………………………………………………………. 0,025 - 1,4
Число ступеней подач…………………………………………………………...24
Мощность электродвигателя главного привода, кВт……………………….....11
Габаритные размеры, мм
длина…………………………………………………………………….2505
ширина…………………………………………………………………..1190
высота…………………………………………………………………...1500
Масса, кг……………………………………………………………………….2835
Главным движением в станке является вращение шпинделя — выходного вала коробки скоростей, которое он получает от электродвигателя. Коробка скоростей служит для преобразования частот вращения выходного вала электродвигателя. Для закрепления заготовки на шпиндель навинчивают патрон или устанавливают упорный центр.
Движением подачи в станке является движение инструмента. При переключении блоков колес коробки подач можно получить 24 числа ступеней подач. Коробка подач сообщает движение механизму фартука, расположенному в корпусе, через ходовой вал или ходовой винт. Первый используют при
точении, второй - при нарезании резьбы. Механизм фа/тука привинчен к каретке суппорта и служит для сообщения суппорту продольного или поперечного движения по направляющим. На передней панели корпуса механизма фартука расположены рукоятки управления. Суппорт имеет возможность перемещения по продольным направляющим станины, по поперечным салазкам и по круговым направляющим поперечных салазок. Такая конструкция позволяет устанавливать поворотную плиту под любым углом к оси шпинделя. Режущий инструмент закрепляют в четырехпозиционном резцедержателе, который поворачивают с помощью рукоятки и фиксируют.








