 2015-05-10
2015-05-10 2699
2699Резцы - наиболее простые и распространенные металлорежущие инструменты, их применяют для черновой, чистовой и тонкой обработки на токарных, револьверных, карусельных, расточных, строгальных и долбежных станках, токарных автоматах и полуавтоматах [1,2].
Части и элементы токарного резца представлены на рис. 1.7. Резец состоит из двух частей: головки - рабочей части, несущей на себе режущие кромки, и державки, служащей для закрепления резца в резцедержателе
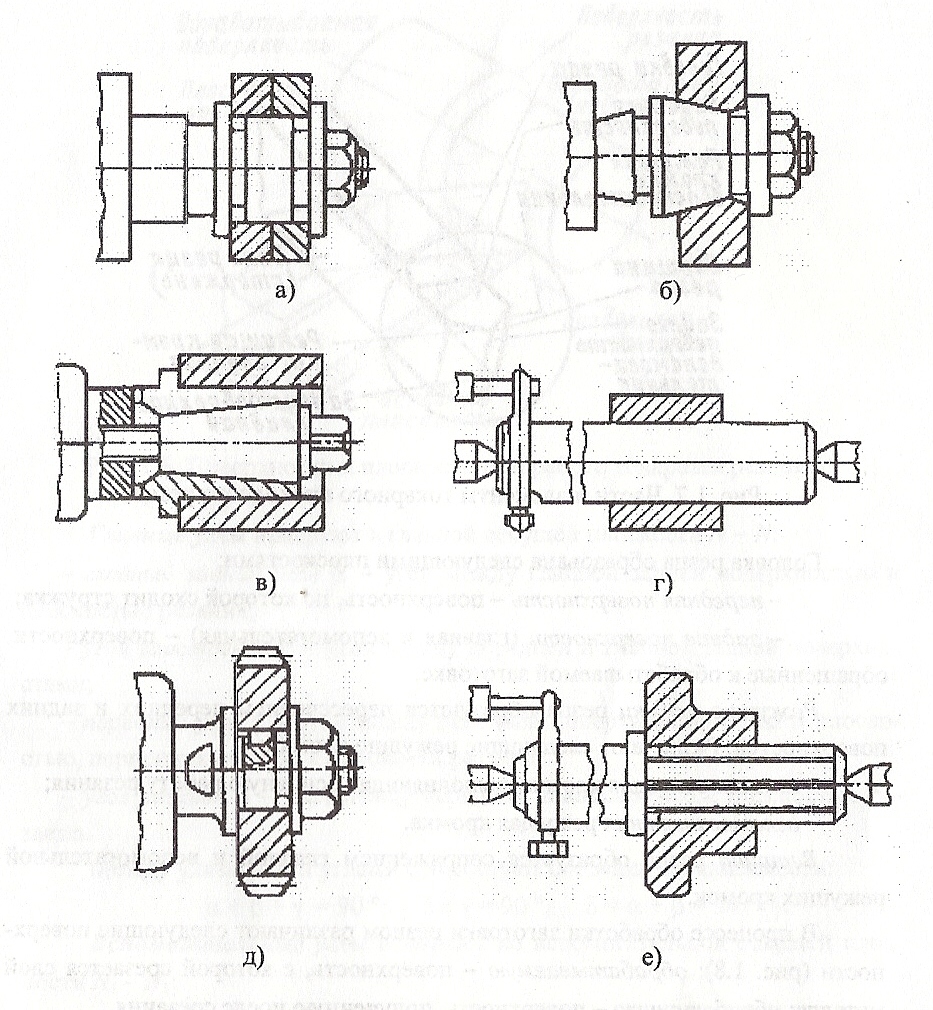
Рис.1.6. Установка заготовок на концевых или центровых оправках: а -гладкая жесткая консольная с базированием по торцу; б - жесткая коническая консольная с базированием по отверстию; в - цанговая консольная с базированием по отверстию; г - жесткая конусная или цилиндрическая с натягом в центрах с базированием по отверстию; д - консольная со шпонкой с базированием по торцу; е - шлицевая оправка в центрах с базированием
по отверстию
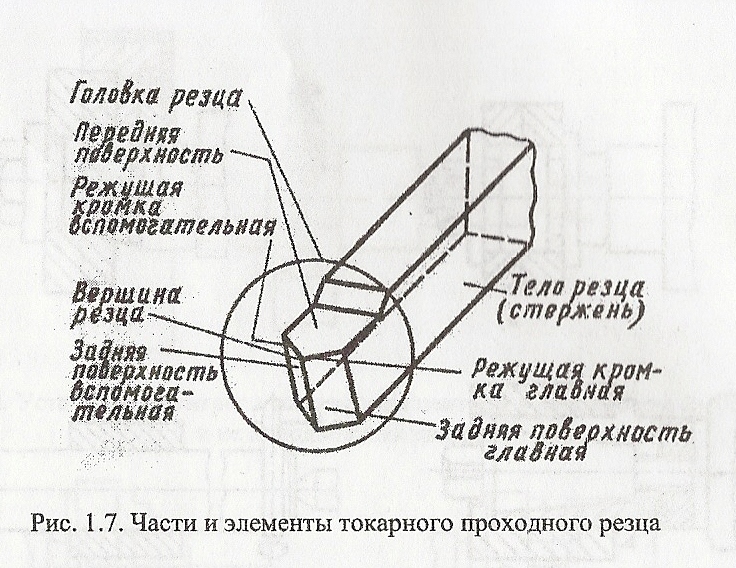
Головка резца образована следующими плоскостями:
- передняя поверхность - поверхность, по которой сходит стружка;
- задние поверхности (главная и вспомогательная) - поверхности, обращенные к обрабатываемой заготовке.
Режущие кромки резца образуются пересечением передних и задних поверхностей. Различают следующие режущие кромки:
- главная режущая кромка, выполняющая основную работу резания;
- вспомогательная режущая кромка.
Вершина резца образуется сопряжением главной и вспомогательной режущих кромок.
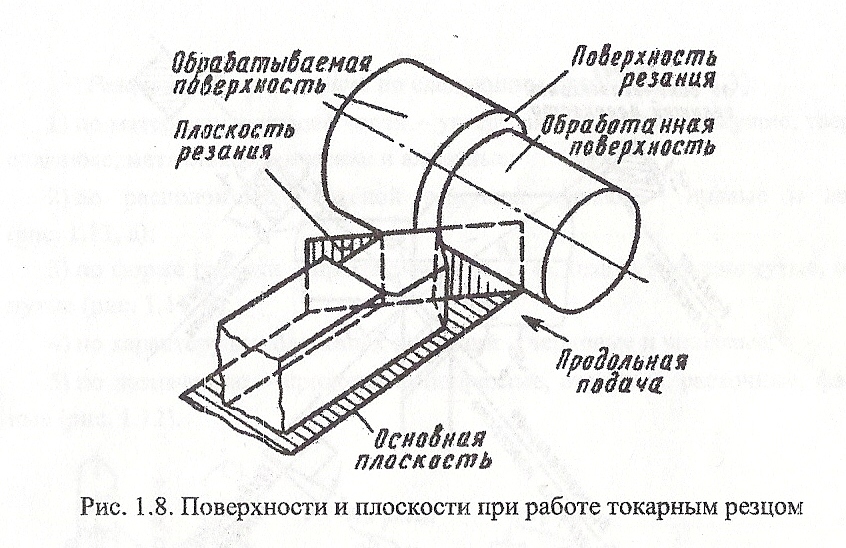
В процессе обработки заготовки резцом различают следующие поверхности (рис. 1.8): обрабатываемую - поверхность, с которой срезается слой металла; обработанную - поверхность, полученную после срезания слоя металла; поверхность резания, образуемую главной режущей кромкой резца; плоскость резания, проходящую через главную режущую кромку резца; основную плоскость, параллельную продольной и поперечной подачам.
Форма режущей части резца определяется конфигурацией и расположением его передних и задних поверхностей и режущих кромок. Взаимное расположение поверхностей и кромок в пространстве определяется углами резца. Для определения углов используют главную секущую плоскость N - N и вспомогательную секущую плоскость N1 - N1 (рис. 1.9).
Главные углы измеряют в главной секущей плоскости N - N:
- главный задний угол а - угол между главной задней поверхностью и плоскостью резания;
- угол заострения р - угол между передней и главной задней поверхностями;
- передний угол у - угол между передней поверхностью резца и плоскостью, перпендикулярной к плоскости резания;
- угол резания 8 - угол между передней поверхностью и основной плоскостью резания.
Между указанными углами существуют следующие зависимости:
 .
.
Вспомогательные углы измеряют во вспомогательной секущей плоскости N1 – N1:
- вспомогательный задний угол а1, - угол между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно основной плоскости;
- вспомогательный передний угол  измеряют во вспомогательной секущей плоскости.
измеряют во вспомогательной секущей плоскости.
Углы в плане измеряют в основной плоскости:
- главный угол в плане  - усол между проекцией главной режущей кромки на основную плоскость и направлением подачи;
- усол между проекцией главной режущей кромки на основную плоскость и направлением подачи;
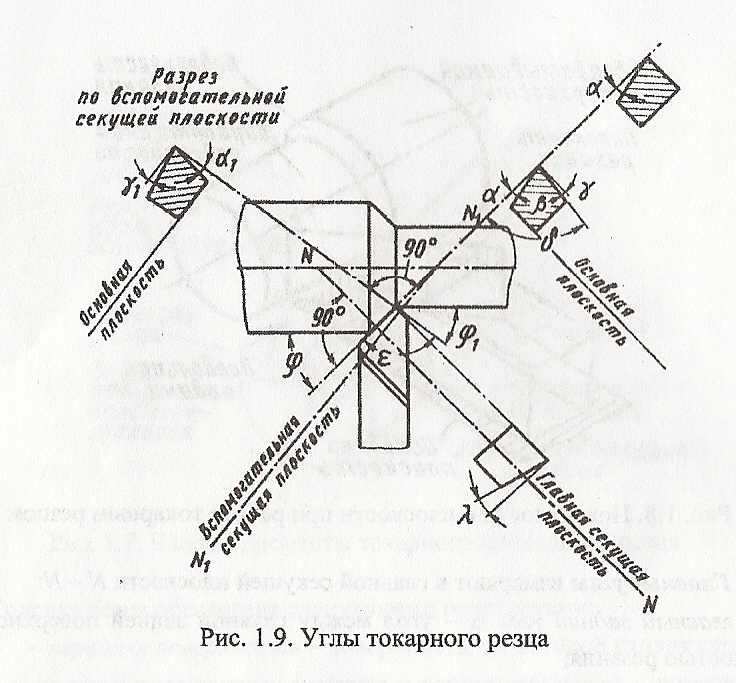
- вспомогательный угол в плане  — угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи.
— угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи.
Угол при вершине резца  , - угол между проекциями главной и вспомогательной режущих кромок на основную плоскость. Как видно из рис. 1.9,
, - угол между проекциями главной и вспомогательной режущих кромок на основную плоскость. Как видно из рис. 1.9,

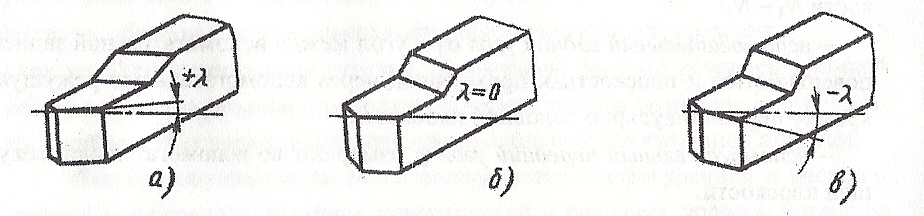 Угол наклона главной режущей кромки
Угол наклона главной режущей кромки  - угол между режущей кромкой и плоскостью, проведенной через вершину резца параллельно основной плоскости (рис. 1.10).
- угол между режущей кромкой и плоскостью, проведенной через вершину резца параллельно основной плоскости (рис. 1.10).
Рис. 1.10. Углы наклона главной режущей кромки резца: а - положительный; б - равен нулю; в - отрицательный
Резцы классифицируют по следующим признакам [1-3]:
1)по материалу режущей части - углеродистые, быстрорежущие, твердосплавные, металлокерамические и алмазные;
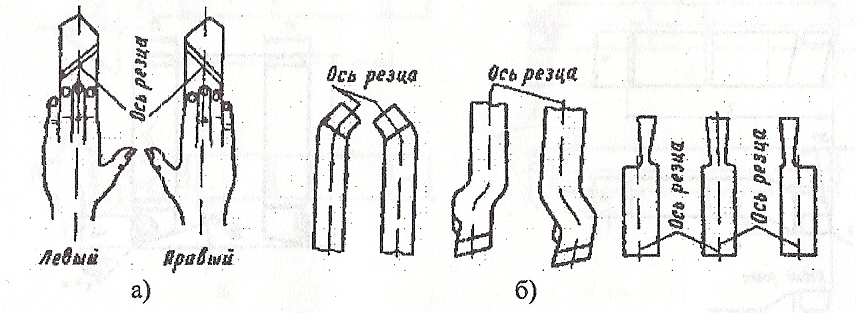
2)по расположению главной режущей кромки - правые и левые (рис, 1.11, а);
3)по форме головки - прямые (рис. 1.11, а), отогнутые, изогнутые, оттянутые (рис. 1.11,6);
4)по характеру выполняемых операций - черновые и чистовые;
 5)по назначению - проходные, подрезные, отрезные, расточные, фасонные (рис. 1.12).
5)по назначению - проходные, подрезные, отрезные, расточные, фасонные (рис. 1.12).
Рис. 1.11. Классификация резцов: а - по расположению главной режущей кромки; б - по форме головки
Проходные резцы применяют для наружной обработки цилиндрических поверхностей: с прямой (рис. 1.12, а) и отогнутой головкой (рис. 1.12, б), упорные (рис. 1.12, в). Проходные резцы с отогнутой головкой используют как проходные, работающие с продольной подачей, и как подрезные, работающие поперечной подачей. Расточные резцы могут быть нескольких типов: державочные для обработки отверстий больших диаметров и длины (1.12, г); для: глухого (рис. 1.12, д) и для сквозного (рис. 1.12, е) растачивания. Резцы отличаются формой головки. Подрезные резцы, применяемые для подрезки торцов, работают с поперечной подачей (рис. 1.13, а). Отрезные резцы (рис. 1.13, б) используют для разрезки металла и для прорезки канавок, они работают с поперечной подачей. Резьбовые резцы применяют для нарезания резьбы различного профиля на наружной поверхности (рис. 1.13, в) и в отверстиях (рис. 1.13, г).
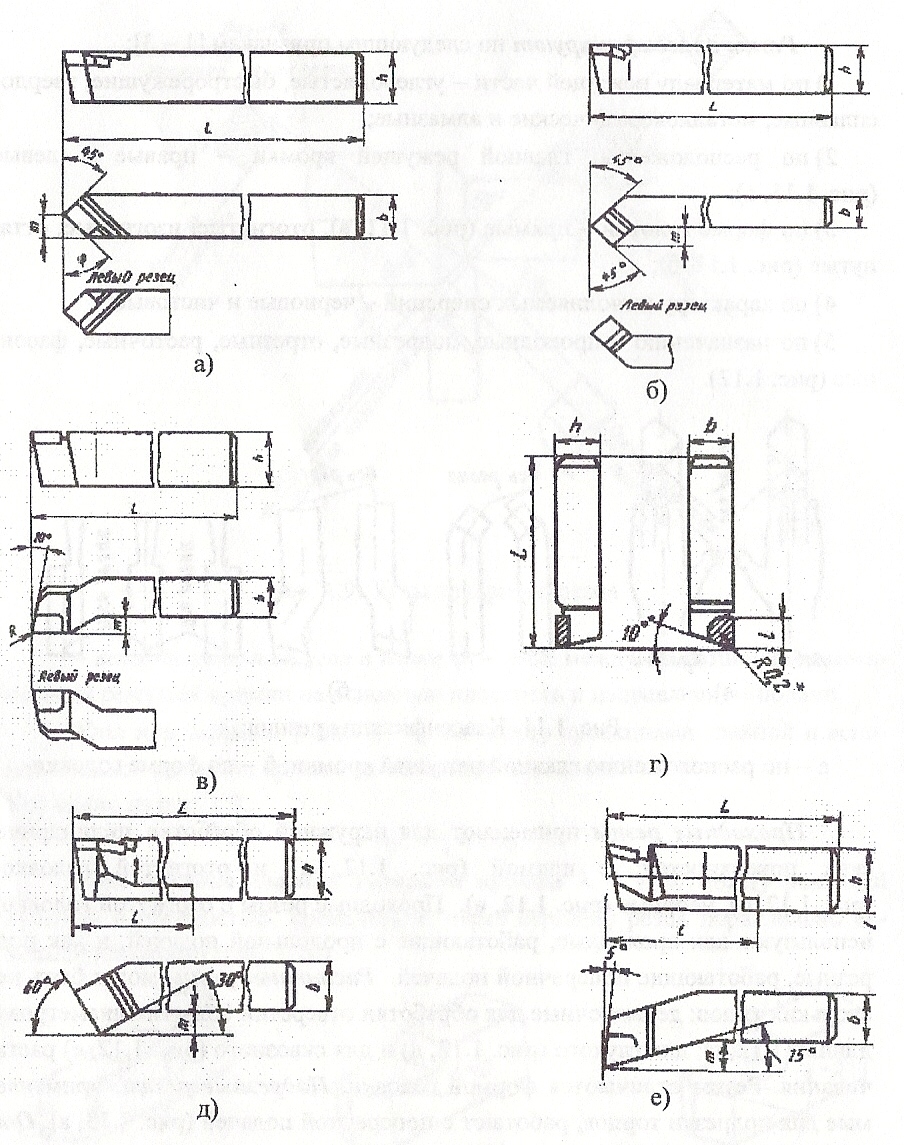
Рис.1.12. Конструкции резцов: а - проходной с прямой головкой; б - проходной с отогнутой головкой; в - упорный; г - расточной державочный; д - расточной для сквозного растачивания; е - расточной для глухого растачивания
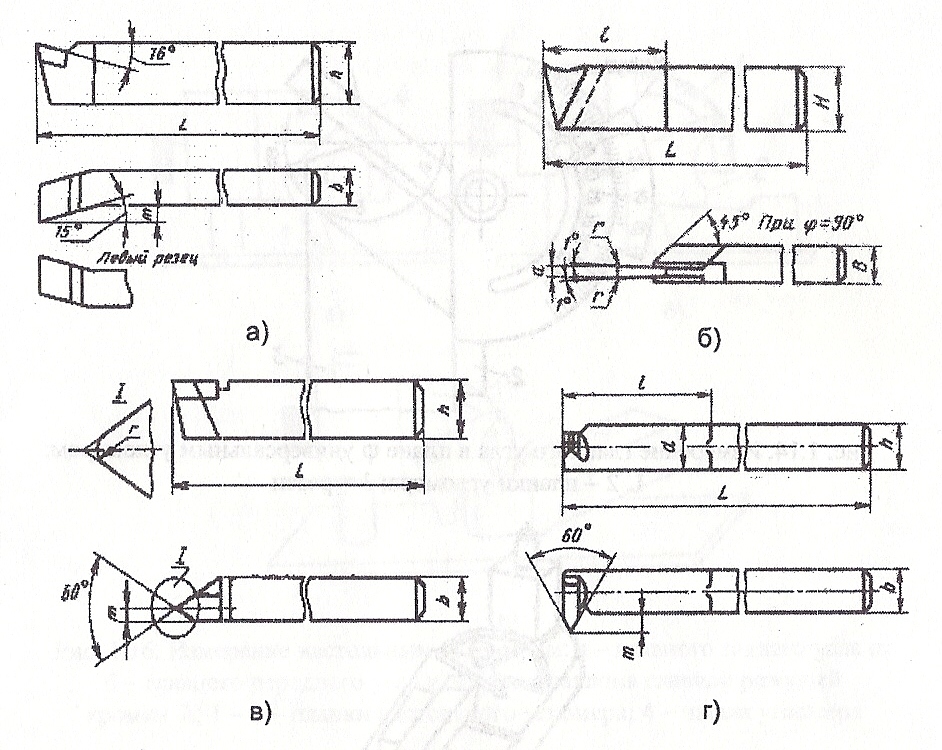
Рис. 1.13. Конструкции резцов: а - подрезной торцовый; б - отрезной; в — резьбовой для нарезания резьбы на наружной поверхности; г — резьбовой для нарезания резьбы в отверстиях








