 2015-05-10
2015-05-10 1114
1114Технологические возможности механической обработки на 3-х координатных фрезерных станках с числовым программным управлением (ЧПУ).
Описание
Современный фрезерный обрабатывающий центр может выполнять весь спектр фрезерных и расточных операций. На нем могут быть обработаны детали практически любой формы (рис.1.2). Ограничением является наличие острых внутренних углов, наличие элементов с соотношением глубины к ширине более 8 или материалов с твердостью сопоставимой с твердостью режущего инструмента.
При фрезерной обработке инструмент (фреза) закреплен в шпинделе и вращается вокруг своей оси. Это вращение – главное движение резания (Dг). Кроме того, инструмент перемещается относительно заготовки с определенной скоростью (подачей) (Ds).
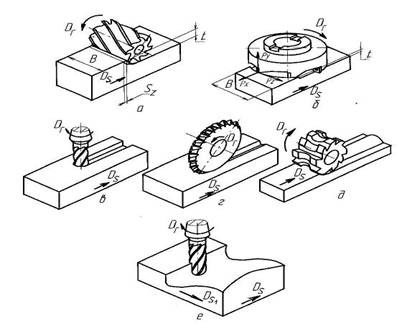 |
| Рис.1.1 Основные схемы фрезерования поверхностей |
Плоские поверхности обрабатываются цилиндрическими или торцевыми фрезами (рис.1.1 а,б), пазы различного профиля могут быть обработаны как концевыми (рис.1.1,в), так и дисковыми фрезами (рис.1.1,г). Для обработки фасонных поверхностей постоянного профиля в поперечном сечении могут применяться фасонные фрезы (рис.1.1,д). Поверхности же двойной кривизны обычно обрабатываются на станках с ЧПУ, при этом инструмент перемешается относительно заготовки по трем или более согласованным координатам (рис.1.1,е).
Режущие зубья фрезы отделяют небольшие частички обрабатываемого материала в виде стружки и, как результат, удаляются слои металла и происходит формообразование поверхностей детали. Инструмент может перемещаться относительно детали максимум по пяти осям – X, Y, Z и поворачиваться вокруг осей X и Y – координаты A и B.
 |  |
 |  |
| Рис.1.2 Примеры деталей изготовленных на фрезерном обрабатывающем центре |
Точность позиционирования рабочих узлов фрезерного станка достигает 0,002мм, частота вращения шпинделя – до 100000об/мин, скорость установочных перемещений инструмента – до 50 м/мин. Шероховатость обработанной поверхности определяется инструментом, режимами резания, физико-химическими свойствами материала заготовки и достигает Ra=0.4мкм.
Классификация фрезерных станков с ЧПУ может быть осуществлена по следующим признакам:
1. По количеству управляемых координат перемещения инструмента относительно заготовки.
| 3 оси (X –Y - Z) | 4 оси (X –Y- Z – C) | 5 и более осей |
| Возможна обработка только 1 стороны корпусной детали за 1 установ. | Возможна обработка корпусных деталей с четырех сторон за один установ. Возможно обрабатывать различные контуры на телах вращения. | Возможна обработка детали с пяти сторон при одном установе заготовки. Возможна обработка деталей практически любой сложности. |
2. По расположению шпинделя.
| Вертикальный шпиндель | Горизонтальный шпиндель |
| Более легкий процесс установки заготовки на стол. Большая универсальность. Меньшая цена. | Меньшие габариты станка по высоте. Более легкое удаление стружки. Возможность встраивать поворотный стол. |
- По реализации перемещений заготовки относительно инструмента.
| Классический тип. Перемещение стола относительно шпинделя. | Портальный тип. Перемещение шпинделя относительно стола. | Смешанный тип. |
| Более дешевый вариант. | Большие скорости холостого хода. Большая размерная точность станка. Более сложная конструкция. | Применяется из конструктивных соображений. |








