 2015-05-10
2015-05-10 604
604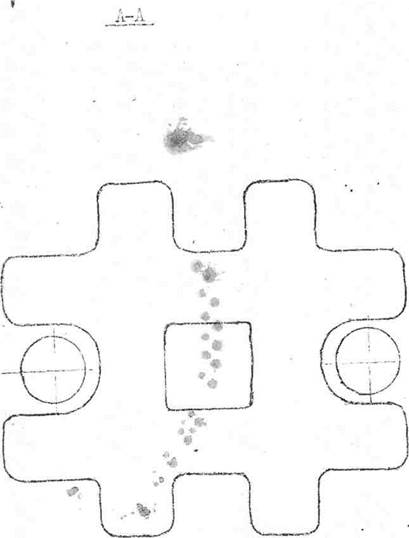
Неуказанные радиусы 6 (мм.) Материал Д16Т.
Убедитесь, что лента исправна, возвращаем её в исходное положение путём нажатия кнопки на пульте лентопротяжного механизма. После остановки ленты произвести сброс кнопками 5 и 6 на пульте ЧПУ. Переключатель 7 пульта ЧПУ ставим в положение "Управление от станка". Выводим рабочие органы станка начальное (нулевое) положение. Для этого переключатель 9 на пульте станка
ставим в положение "исходное положение координат" * последовательно включая тумблеры 11 пульта станка и нажимая кнопку 13 пульта станка выводим
рабочие органы станка в нулевые положения. Переключатель 9 пульта станка ставим в положение "автоматический цикл" при этом на табло 4 ЧПУ загорится надпись "Автомат".
На пульте ЧПУ переключатель 7 ставим в положение "сброс" и нажимаем кнопки 5 и 6 пульта ЧПУ. Убеждаемся, что сброс привода и ЧПУ прошел (должна погаснуть надпись "Автомат" на табло 4 ЧПУ, а лампочка индикации 1,2, 3 должны гореть все нули). Лампочки 1 (х, у, т) левого пульта ЧПУ должны сигнализировать положение 1 и 2 по трём координатам. Переключатель 7 пульта ЧПУ ставим в положение "управление от станка" и нажимаем кнопку 8 "работа" на пульте ЧПУ. Станок начнёт выполнять заданную программу.
Последовательность обработки детали:
При обработке этой детали выбрана следующая последовательность переходов.
1) Предварительное фрезерование контура концевой фрезой диаметром 16 (мм.).
|
2) Окончательное фрезерование контура детали пальцевой фрезой диаметром 18 (мм.), непрерывным обходом по всему контуру и окончательное фрезерование центрального выступа по схеме.
|
3) Обработка отверстий диаметром 12 (мм.) той же фрезой (это возможно так как пальцевые фрезы допускают обработку полукруглых отверстий).
4) Обработка 2-х фасок в отверстиях диаметром 12 (мм.) сверлом
диаметром 16 (мм.) с углом
Исходя из принятой схемы обработки стенок в процессе отработки программы, выполняет следующие команды:
1. Исходное (нулевое) положение.
2. Поиск инструмента и установка в шпиндель фрезы диаметром 16 (мм.).
3. Выход инструмента в исходное положение для начала работы.
4. Врезанные фрезы на глубину 8 (мм.)
5. Предварительное фрезерование контура детали.
6. Выход инструмента и стола в нулевое положение.
7. Поиск инструмента и установка фрезы диаметром 12 (мм.).
8. Выход инструмента в исходное положение для начала работы.
9. Окончательное фрезерование контура детали.
10. Выход инструмента в исходное положение для обработки отверстий диаметром 12 (мм.).
11. Обработка отверстий диаметром 12 (мм.) на глубину 8 (мм.).
12. Выход инструмента и стола в нулевое положение.
13. Поиск инструмента и установка в шпиндель сверла диаметром 16
(мм.).
14. Выход инструмента в исходное положение для начала работы.
15. Обработка 2-х фасок 1,5x45 в отверстиях диаметром 12 (мм.).
16. Выход инструмента и стола в нулевое положение.
17. Поиск 1-го инструмента.
18. Останов станка.








