 2015-05-10
2015-05-10 703
703Оснащение работы
Для выполнения работы необходимы:
- круглошлифовальный станок ЗА110;
- плоскошлифовальный станок ЗГ71;
- шлифовальные круги;
- общемашиностроительные нормативы режимов резания [4].
Пояснения к работе
Шлифовальные станки предназначены для снижения шероховатости поверхностей обрабатываемых деталей и получения точных размеров [1, 5]. Обычно шлифованию подвергают детали после черновой обработки и термических операций. К конструкции шлифовальных станков предъявляют повышенные требования в отношении жесткости, виброустойчивости, износостойкости и температурных деформаций.
Шлифование выполняют на шлифовальных станках различного назначения.
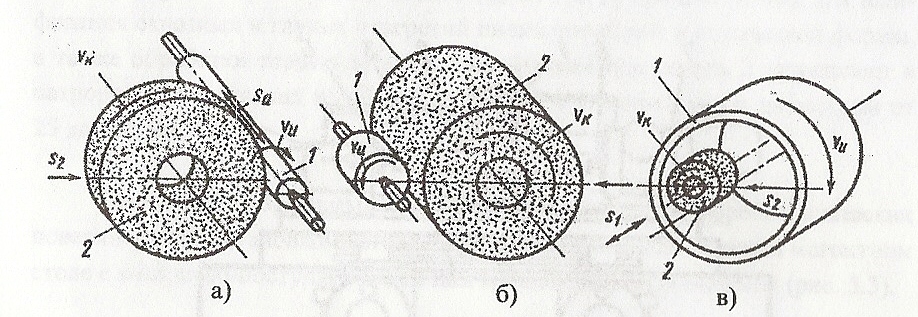
Круглошлифовальные станки предназначены для обработки наружных и внутренних поверхностей тел вращения. На рис. 5.1 представлены схемы круглого шлифования. В процессе круглого продольного шлифования (рис. 5.1, а) деталь 1 получает круговую VД и продольную SД подачи; последняя обеспечивается возвратно-поступательным движением стола, на котором установлена деталь. В конце каждого одинарного или двойного хода стола шлифовальному кругу 2 сообщается поперечная подача S2.Таким образом, припуск снимается за несколько рабочих ходов. Схема круглого врезного шлифования короткой детали 1 с применением только радиальной подачи круга 2 показана на рис. 5.1, б. При внутреннем шлифовании (рис. 5.1, в) деталь 1 вращается со скоростью круговой подачи VД, а шлифовальный круг 2 имеет осевую возвратно-поступательную подачу S1 и радиальное перемещение S2 при врезании.
Рис. 5.1. Схемы круглого шлифования: а - продольное; б - врезное; в - внутреннее;
1 - деталь; 2 - шлифовальный круг
Круглошлифовальные станки применяют для шлифования наружных цилиндрических, конических, а также торцовых поверхностей (рис. 5.2, а). Шлифовальный круг 1, обрабатывающий деталь 2, устанавливают и закрепляют на шпинделе шлифовальной бабки 3. Шлифовальная бабка может перемещаться относительно станины 4 в продольном и поперечном направлении с помощью стола 5. Деталь закрепляют в центрах 6 передней шпиндельной бабки 7 и задней бабки 8. Круг и деталь приводятся в движения электрическим и гидравлическим приводами с панели управления 9.
Главное движение. Главное движение совершает шлифовальный круг. Привод главного движения смонтирован в шлифовальной бабке. Частота вращения шпинделя шлифовальной бабки постоянна.
Движение подачи. На станке реализуются три вида подач. Круговая подача деталь, установленную в неподвижных центрах, приводят во вращение поводковым патроном передней бабки. Частота вращения шпинделя бабки детали регулируется бесступенчато. Продольная подача - возвратно- поступательное движение стола 2 с деталью, осуществляется гидроприводом. При этой подаче обработка ведется по схеме продольного шлифования. Поперечная подача шлифовального круга выполняет быстрый подвод и от вод шлифовальной бабки, подачу круга на врезание после каждого одинарного или двойного хода стола.
На станке можно производить как врезное, так и продольное шлифование в полуавтоматическом цикле до жесткого упора.
Внутришлифовальные станки (рис. 5.2, б) предназначены для шлифования сквозных и глухих отверстий цилиндрической и конической формы, а также обработки торцов деталей. Обрабатываемую деталь 2 закрепляют в патроне 10. На станках шлифуют отверстия с максимальным диаметром от 25 до 800 мм.
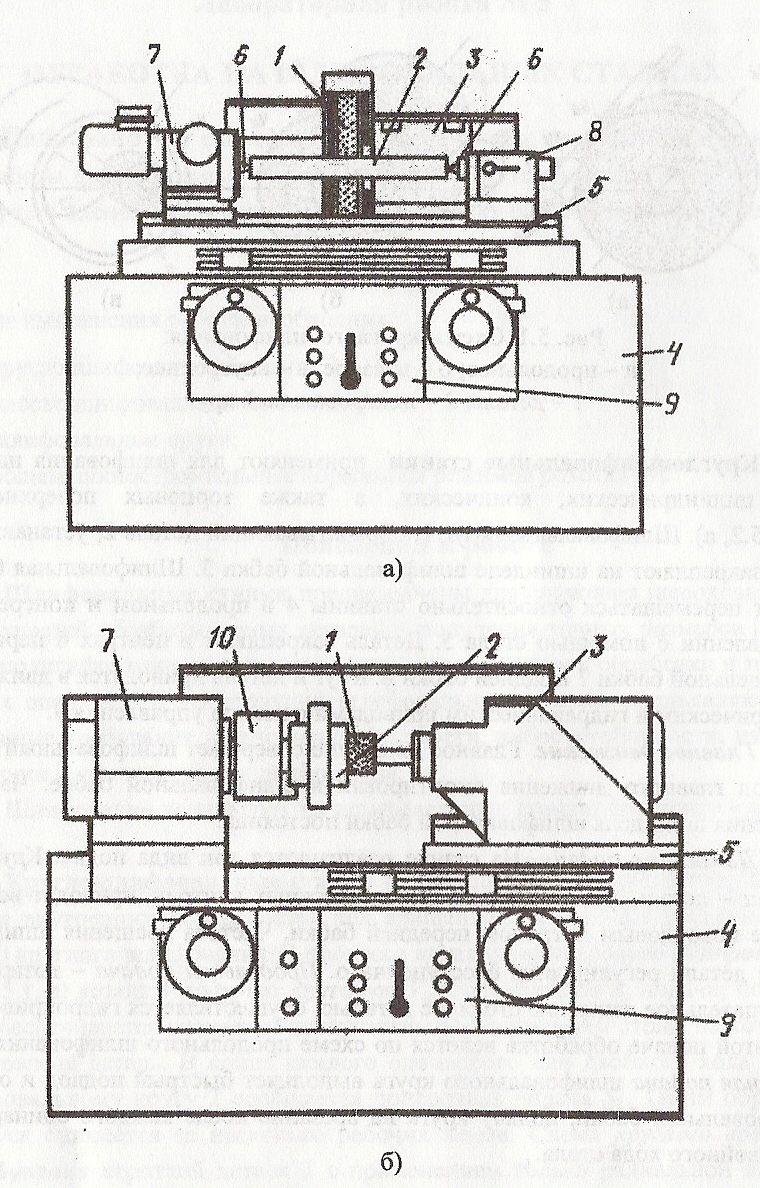
Рис. 5.2. Основные узлы круглошлифовального (а) и внутришлифовального (б) станков: 1 — шлифовальный круг; 2 - обрабатываемая деталь; 3 - шлифовальная бабка; 4 - станина; 5 - стол; 6 - центра; 7 - передняя шпиндельная бабка; 8 - задняя бабка; 9 - панель управления; 10 - патрон
Плоскошлифовальные станки предназначены для обработки плоских поверхностей с установкой детали на прямоугольном или круглом магнитном столе с возвратно-поступательным или вращательным движением (рис.5.3).
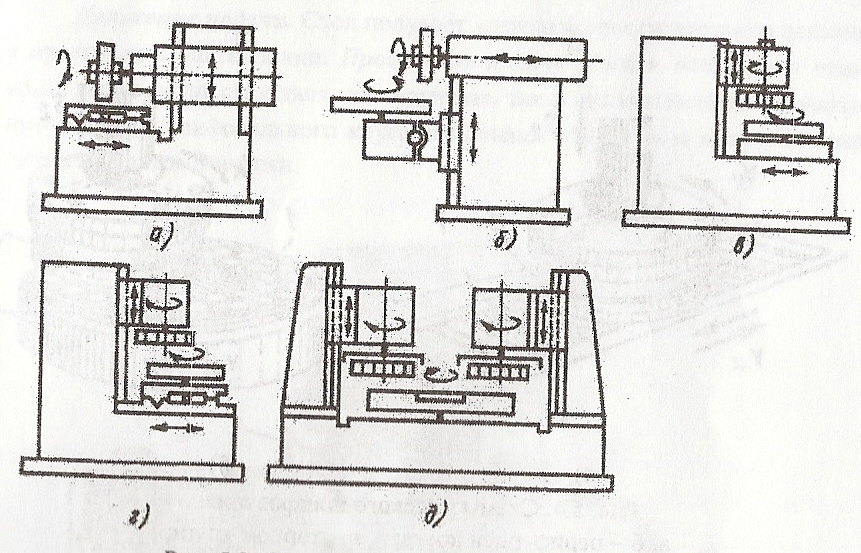
Рис. 5.3. Схемы плоско-шлифовальных станков:
а, б горизонтальным шпинделем, с прямоугольным и круглым столом, работающие периферией круга; в, г - с вертикальным шпинделем, круглым столом, работающие торцом круга; д - с двумя вертикальными шпинделями
Шлифовальный круг работает своей периферией или торцом. Схемы плоского шлифования представлены на рис. 5.4.
Шлифование периферией круга. В первом случае (рис. 5.4, а) столу сообщают возвратно-поступательное движение Кд, а шлифовальному кругу 1 - поперечную подачу S1 за каждый ход стола. После прохода всей плоскости круг получает вертикальную подачу S2 на глубину шлифования. Если стол круглый (рис. 5.4, б), то его вращение выполняет круговую подачу.
Шлифование торцом круга. Детали 1 устанавливают на магнитном столе 2 (рис. 5.4, в), которому сообщают возвратно-поступательное движение со скоростью Кд. Наборный шлифовальный круг перекрывает ширину стола и поэтому шлифует деталь или группу деталей по всей ширине за несколько проходов. Круг периодически получает вертикальную подачу S2. В других плоскошлифовальных стайках (рис. 5.4, г) детали 1 устанавливают на круглом столе 2, которому сообщают вращение (круговую подачу). Круг 3, перекрывая часть стола, обеспечивает шлифование по всей ширине группы деталей.
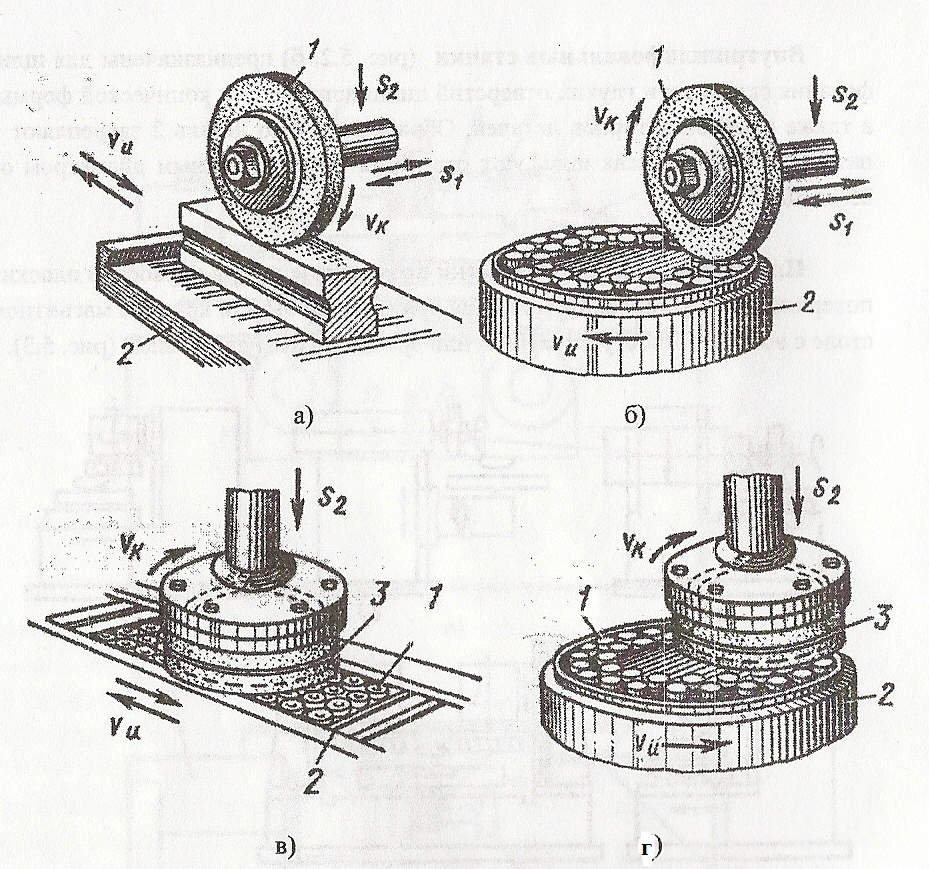
Рис. 5.4. Схемы плоского шлифования:
а, б - периферией круга; в, г - торцом круга;
1,3- шлифовальный круг; 2 - магнитный стол
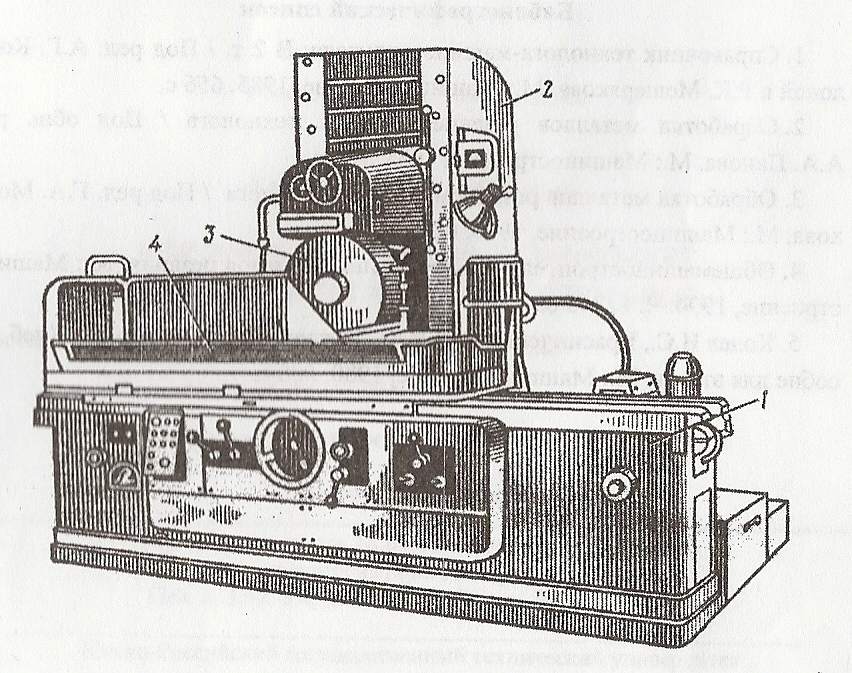
Плоскошлифовальный станок ЗБ722 с прямоугольным столом и горизонтальным шпинделем (рис. 5.5) имеет следующую компоновку. На тумбе, отлитой совместно со станиной 1, размещена стойка 2, по вертикальным направляющим которой перемещается шлифовальная бабка со шлифовальным кругом 3. Рабочий стол 4 станка движется возвратно-поступательно по направляющим станины. Шлифуемая заготовка при помощи электромагнитной плиты закрепляется на столе станка.
Главное движение. Шлифовальный круг получает вращение от встроенного электродвигателя.
Движение подачи. Стол получает возвратно-поступательное движение в продольном направлении. Продольная подача стола и поперечная подача круга могут осуществляться как вручную, так и автоматически. Вертикальную подачу шлифовального круга выполняют с помощью винтового механизма или автоматически.
Рис. 5.5. Плоскошлифовальный станок ЗБ722:
1 - станина; 2 - стойка; 3 - шлифовальный круг; 4 - рабочий стол
Вывод: мы изучили кинематику процесса плоского шлифования, назначали режимы резания.
| Работу выполнил | Иващенко Д.А | Дата |
| Работу принял | Климов Ю. Е. | Подпись |








