 2015-05-10
2015-05-10 3775
3775Очень часто возникает необходимость в разовых, единичных отливках тех или иных деталей. В этих случаях по традиционной технологии приходится предварительно делать деревянные модели для получения наружного отпечатка в литейной форме и стержневые ящики для образования внутренних полостей отливки. Трудоёмкость изготовления модельных комплектов в три – пять раз превышает трудоёмкость изготовления самой отливки. Для её уменьшения и снижения себестоимости разовых отливок можно делать модели не из дерева, а из пенополистирола, который газифицируется расплавленным металлом. В последние годы использование пенополистирола в качестве модельного материала получает всё большее распространение. Использование пенополистирола (пенопласта) обеспечивает возможность получения различных отливок в неразъёмных формах без извлечения модельных комплектов из форм, без формовочных уклонов и с минимальными припусками на механическую обработку (см. рис. 2.4).
Пенополистирол – материал легко формирующийся, а это значит, что из него можно изготовить модели сложной конфигурации.
При литье по газифицируемым моделям для изготовления моделей применяется бисерный пенополистирол в виде гранул, в замкнутых ячейках которых содержится порошкообразный наполнитель (легкоплавкий компонент).
При этом для газифицируемых моделей применяют пенополистирол с объёмной массой 0,015–0,025 г/см3. Пенополистирол с б о льшим удельным весом не содержит количества воздуха, необходимого для его сжигания, такой пенополистирол лишь расплавляется, не сгорая, тем самым заполняет часть формы и приводит к браку при отливке детали. Пенополистирол с меньшим удельным весом при формовке деформируется, что приводит к искажению формы и размеров отливки.
Применение пенополистироловых моделей сокращает трудоёмкость формовочных работ на 80 %, объём обрубных и зачистных работ на 70 %. Достоинство пенополистироловых моделей – их способность не усыхать и не набухать от влаги. Это исключает коробление при транспортировке и, особенно, при хранении. При отливке деталей со сложной конфигурацией внешних и внутренних обводов модель может быть изготовлена частями, которые собираются во время формовки.
К недостаткам литья по газифицируемым моделям нужно отнести, прежде всего, большое выделение газа при сгорании модели, что при неправильном ведении заливки (заливка должна вестись с определённой скоростью) и при плохой газопроницаемости формовочной смеси ведёт к образованию газовых пор в отливках, уменьшающих их прочность.
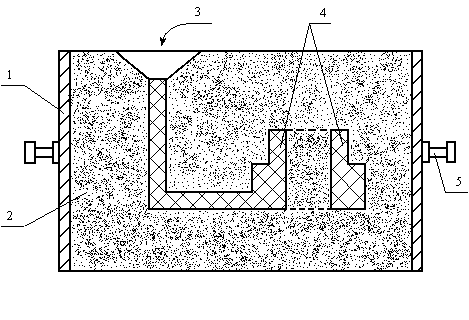
Рис. 2.4 Неразъёмная форма с пенополистироловой моделью:
1 – опока; 2 – формовочная смесь; 3 – расплавленный сплав;
4 – модель из пенополистирола (пенопласта); 5 – цапфы
Другим существенным недостатком пенопластовой модели является потеря точности при уплотнении формовочной смеси из-за податливости пенополистирола. Решить эту проблему можно с помощью электромагнитного поля и замены формовочной смеси железными опилками. На дно опоки, вставленной внутрь соленоида, присоединённого к сети переменного тока, насыпают слой железного порошка, ставят на него пенопластовую модель с литниковой системой и засыпают её доверху тем же железным порошком (опилками), затем включают ток, превращающий железный порошок в монолит, и заливают расплавленный металл, мгновенно сжигающий пенопласт. Как только отливка чуть затвердеет, ток выключают, и форма вновь становится порошком.
На установке успешно отливались магниевые блоки для автомобильных двигателей, причём качество не уступало кокильному литью. Отсутствие дорогостоящих кокилей, простота и универсальность магнитных форм с использованием газифицируемых моделей позволили снизить себестоимость продукции ровно вдвое.








