 2015-05-10
2015-05-10 2184
2184Для нормального пламени характерно отношение ацетилена к кислороду от 1:1 до 1:1,3. В нем отчетливо выражены все три зоны – ядро, средняя зона и факел.
Окисленным называют пламя, в котором есть избыток кислорода. В нем ядро имеет бледную окраску, меньшую длину и размытые очертания. Длина средней части и факела тоже короче. Такое пламя горит с шумом и его температура выше, чем нормального. Оно окислено, окисляет металл сварочной ванны, способствует получению пористости и значительно снижает качество шва. Такое пламя рекомендуется применять при сварке латуней, при пайке высокотемпературными припоями.
Пламя с избытком ацетилена называют науглероживающим. Его ядро также имеет нерезкие очертания, на его конце виден зеленый венчик. Средняя зона этого пламени светлее и почти сливается с ядром. Факел имеет желтоватую окраску, иногда на конце наблюдается копоть. Температура науглераживающего пламени ниже температуры нормального. Это пламя науглераживает металл, делая его хрупким. Его рекомендуется применять при сварке чугуна.
5) Для различной толщины свариваемого металла рекомендуется применять различную мощность свариваемого пламени, которая характеризуется часовым расходом ацетилена в литрах. В процессе сварки пламя не только расплавляет металл, но и защищает расплавленную ванну от вредного влияния кислорода и азота атмосферного воздуха. Поэтому при сварке необходимо, чтобы расплавленный основной металл и конец присадочного металла находились все время в восстановительной зоне пламени (в средней зоне).
Большое влияние на качество шва имеет угол наклона пламени горелки, который берется в зависимости от толщины свариваемых заготовок. Чем больше толщина заготовки, тем больше угол наклона горелки (Рис. 3).
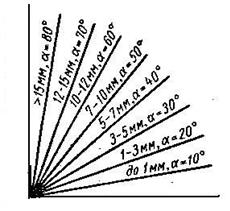
Рис.3. Угол наклона горелки в зависимости от толщины в зависимости от толщины свариваемого металла
Изменением угла наклона мундштука горелки к поверхности свариваемого металла можно изменять интенсивность расплавления металла. Наиболее интенсивно металл расплавляется при перпендикулярном расположении мундштука к поверхности металла. При сварке же очень тонких и, особенно, легкоплавких металлов, мундштук следует располагать почти параллельно поверхности свариваемого металла. При сварке тонколистового металла и соединений с отбортовкой кромок, горелку следует передвигать прямолинейно, без поперечных колебаний. Если же свариваемый металл толстый – толщиной более 3 мм, то горелка должна совершать поперечные колебания наряду с прямолинейным перемещением, чтобы дольше воздействовать пламенем на металл.
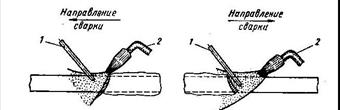
6) В зависимости от направления перемещения горелки и присадочного прутка по шву различают левый и правый способы сварки (Рис.4).
При левом способе впереди перемещается присадочный металл, а за ним горелка. Левый способ более простой и применяется при сварке листов толщиной до 5 мм.
При правом способе впереди перемещается горелка, а за ней присадочный металл. Правый способ сложнее левого, но более производительный и экономически выгодный. Применяется этот способ при сварке более толстого металла – толщиной более 5 мм.
А б
Рис. 4.Способы газовой сварки:








