 2015-05-12
2015-05-12 688
688| Наименование станков | Группа | Типы | |||||||||||
| Токарные | Автоматы и полуавтоматы | Револьверные | Сверлильно-отрезные | Карусельные | Токарные и лобовые | Многорезцовые | Специализированные | Разные токарные | |||||
| специализированные | одношпин- дельные | многошпиндельные | |||||||||||
| Сверлильные и расточные | Вертикально сверлильные | Одношпиндельные полуавтоматы | Многошпиндельные полуавтоматы | Координатно- расточные | Радиально-сверлильные | Расточные | Алмазно расточные | Горизонтально- сверлильные и центровые | Разные сверлильные | ||||
| Шлифовальные полировальные, доводочные заточные | Кругло- шлифовальные | Внутри- шлифовальные | Обдирочно- шлифовальные | Специализированные шлифовальные | Продольно-шлифовальные | Заточные | Плоско- шлифовальные | Притирочные и полировальные | Разные станки работающие абразивом | ||||
| Электроэрозионные | |||||||||||||
| Зубо и резьбо обрабатывающие | Резьбонарезные | Зубострогальные для цилиндрических колес | Зуборезные для конических колес | Зубофрезерные для цилиндрических и шлицевых валов | Для нарезания червячных пар | Для обработки торцов зубьев колес | Резьбо- фрезерные | Зубоотделочные проверо чные и обкатные | Зубо и резьбо шлифовальные | Разные зубо и резьбо- обрабатывающие | |||
| Фрезерные | Барабанно-фрезерные | Вертикально-фрезерные консольные | Фрезерные непрерывного действия | Продольные одностоечные | Копировальные и гравировальные | Вертикальные бесконсольные | Продольные двухстоечные | Консольно- Фрезериые операционные станки | Горизонталыю- Фрезерые консольные | Горизонталыные фрезерные станки | |||
| Строгальные, долбежные. протяжные | Продольные | Поперечно- строгальные | Долбежные | Протяжные горизонтальные | Протяжные вертикальные | Разные строгальные | |||||||
| одностоечные | двухстоечные | ||||||||||||
| Разрезные | Отрезные работающие: | Пилы: | |||||||||||
| резцом цом | абразивным кругом | Гладким или пасечным диском | Правйльно-отрезные | ленточные | дисковые | Ножовочные | |||||||
| Разные | Опиловочные | Пилонасекальные | Правильно и бес- центровообдирочные | Для испытания сверл. шлифовальных кругов | Делительные машины | Балансировочные | |||||||
Приложение 3
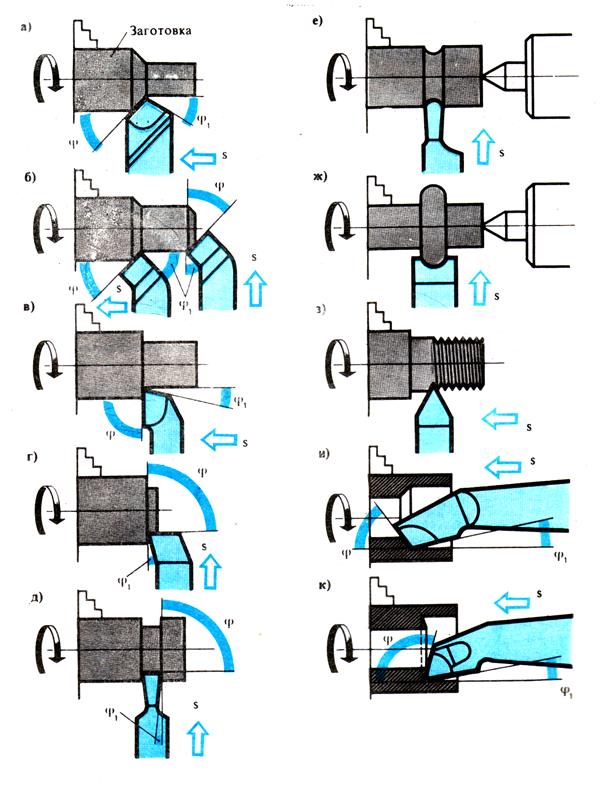
Рис. 3.1. Типы токарных резцов:
а- проходной прямой; б- проходной отогнутый; в- проходной упорный; г- подрезной; д- отрезной; е- прорезной; ж- фасонный; з- резьбовой; и- расточной; к- расточной упорный.
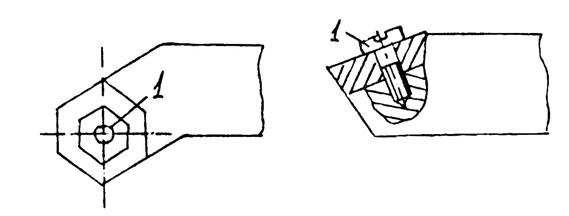
Рис 3.2.Резец с механическим креплением пластинки: 1-винт.
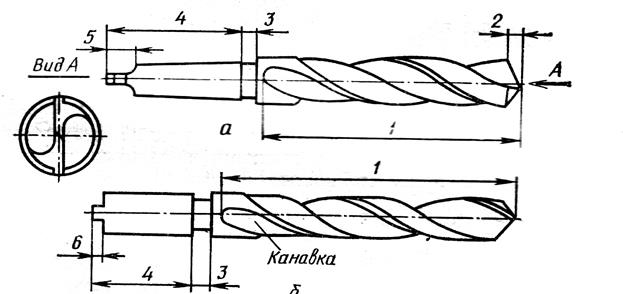
Рис. 3.3. спиральное сверло:1- рабочая часть; 2 -режущая часть; 3-шейка; 4-хвостовик; 5-лапка.
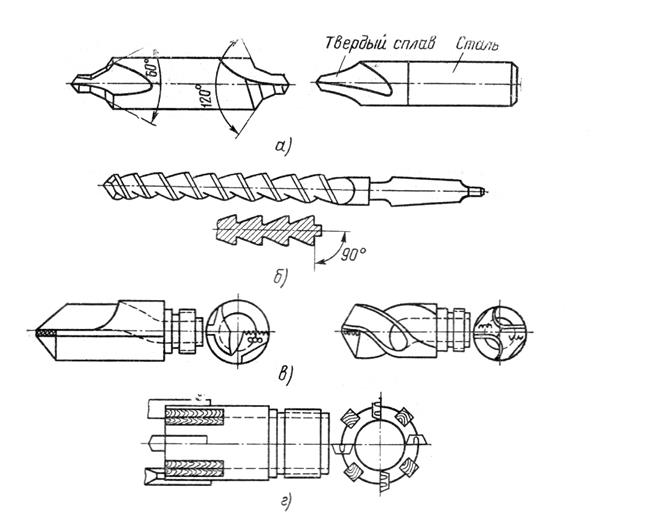
Рис. 3.4.Типы специальных сверл:
а- центровочное; б- шнековое; в- ружейное; г- кольцевого сверления.
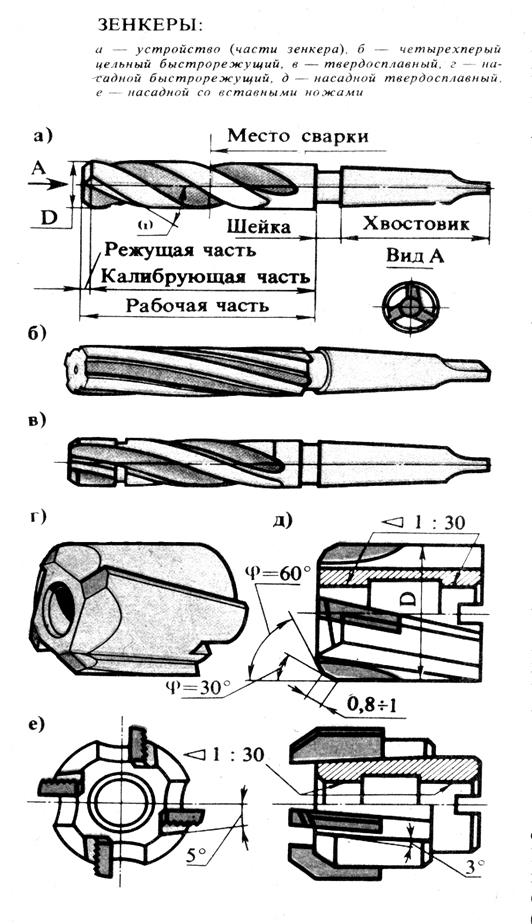
Рис. 3.5. Зенкеры
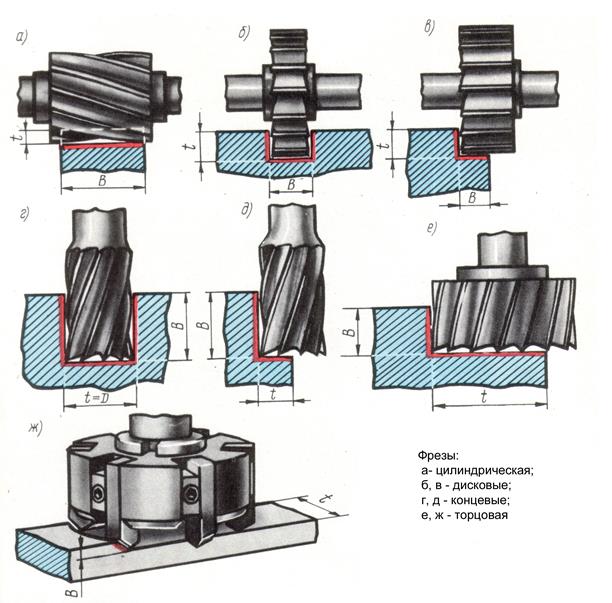
Рис. 3.6. Фрезы
Приложение 4
Значения допускаемых погрешностей измерения (мкм)
| Номинальные размеры, мм | Квалитеты | |||||||||||||||||||||||
| мкм | ||||||||||||||||||||||||
| IT | δ | IT | δ | IT | δ | IT | δ | IT | δ | IT | δ | IT | δ | IT | δ | IT | δ | IT | δ | IT | δ | IT | δ | |
| До З | 1,0 | 1,4 | 1,8 | |||||||||||||||||||||
| Свыше 3 до 6 | 1,4 | 1,6 | 2,0 | |||||||||||||||||||||
| Свыше 6 до 10 | 1,4 | 2,0 | 2,0 | |||||||||||||||||||||
| Свыше 10 до 18 | 1,6 | 2,8 | 3,0 | |||||||||||||||||||||
| Свыше 18 до 30 | 2,0 | 3,0 | 4,0 | |||||||||||||||||||||
| Свыше 30 до 50 | 2,4 | 4,0 | 5,0 | |||||||||||||||||||||
| Свыше 50 до 80 | 2,8 | 4,0 | 5,0 | |||||||||||||||||||||
| Свыше 80 до 120 | 3,0 | 5,0 | 6,0 | |||||||||||||||||||||
| Свыше 120 до 180 | 4,0 | 6,0 | 7,0 | |||||||||||||||||||||
| Свыше 180 до 250 | 5,0 | 7,0 | 8,0 |
Примечание. Разрешается увеличение допускаемой погрешности измерения, указанной в табл., при уменьшении допуска размера, учитывающего это увеличение, а также в случае разделения изделий на размерные группы для селективной сборки.
Предельные погрешности для универсальных измерительных средств ±∆lim
| № п/п | Наименование средств измерения | Условия измерения | Предельные погрешности измерения, ± мкм. Для диапазонов размеров, свыше - до | ||
| 1-50 | 50-120 | 120-260 | |||
| 1. При измерении наружных линейных размеров и глубин | |||||
| Штангенциркули с отчетом по нониусу 0,1 мм | |||||
| Штангенлубиномеры с отсчетом по нониусу 0,1мм | |||||
| Штангенциркули с отсчетом по нониусу 0,05 мм | |||||
| Штангенглубиномеры с отсчетом по нониусу 0,05мм | |||||
| Индикаторы часового типа (ИЧ и ИТ) с 0,01 мм и пределом измерения от 2 до 10 мм в штативах или стойках | При перемещении измерит. стержня до 10мм | ||||
| Тоже | То же самое до 1 мм | ||||
| Тоже | То же самое до 0,1 мм в начале второго оборота стрелки | 1-18 18-50 | |||
| Глубиномеры индикаторные при относительном методе измерения с настройкой по блокам концевых мер | При перемещении измерительного стержня до 0,1 мм | 1-18 18-50 | - | ||
| Скобы индикаторные с 0,01 мм | При любом виде контакта находятся в руках | ||||
| То же | Контакт плоскостной или линейчатый. Находится в стойке | ||||
| Микрометры гладкие с отсчетом 0,01 мм при настройке на нуль по установочной мере | Находятся в руках | 0-25 25-50 | 50-75 75-150 | 150-200 200-250 | |
| То же | Находятся в стойке | ||||
| Глубиномеры микрометрические с отсчетом 0,01 мм с настройкой по установочной мере | При перемещении измерит. Стержня 25 мм | - | |||
| Микрометры рычажные с отсчетом 0,002-0,01 мм при настройке на нуль по установочной мере | 0-25 25-50 | 50-100 100-150 | 150-200 200-250 | ||
| То же самое при настройке на нуль по концевым мерам 2-го класса | При отсчете в пределах ± 10 делений шкалы | ||||
| Скобы рычажные с отсчетом 0,002-0,005 мм при настройке по концевым мерам 3-го класса | При работе находится в руках | 0-25 25-50 | 50-100 | 100-125 | |
| То же самое при настройке по концевым мерам 3-го класса | Находится в стойке | ||||
| То же самое при настройке по концевым мерам 2-го класса | При измерении в пределах ± 10 делений |
Продолжение таблицы
| Микроскопы инструментальные | - | ||||
| Микроскопы измерительные универсальные | Измерение проекционное | 1-18 3,5 18-50 4,5 | |||
| Головки рычажно-зубчатые с отсчетом 0,002 мм с настройкой по концевым мерам 3-го класса | Предел измерения ± 0,1 мм | ||||
| Головки измерительные пружинные 2ИГП (микрокаторы с отсчетом 0,002 мм, настроенные по концевым мерам 2-го класса) | Пределы измерений ±0,06 мм | 1-10 10-50 | |||
| Оптиметр вертикальный с отсчетом 0,001 мм при настройке по концевым мерам 0-го класса | Пределы измерений ±0,1 мм | ||||
| 2. При измерении внутренних линейных размеров | |||||
| Штангенциркули с отсчетом по нониусу 0,1 мм | |||||
| Штангенциркули с отсчетом по нониусу 0,05 мм | |||||
| Нутромеры индикаторные с отсчетом 0,01 мм при настройке по концевым мерам 4-го класса | Весь расход | ||||
| То же самое | Предел измерения 0,1 мм в начале второго оборота | ||||
| Нутромеры микрометрические с отсчетом 0,01 мм | По установочной мере | ||||
| Оптиметры горизонтальные с отсчетом 0,001 мм при настройке по концевым мерам 1-го класса с боковиками | Предел измерения шкалы ±0,06 мм | 1,5 | 2,5 |
В числителе дроби указаны пределы измерения измерительного средства, а в знаменателе его предельная погрешность в этом диапазоне размеров.
Приложение 5








