 2015-05-13
2015-05-13 572
572Основные размеры шатунно-поршневой группы даны на рис. 1.2.
Поршень — алюминиевый литой. При изготовлении строго выдерживается масса поршней. Поэтому при сборке двигателя подбирать поршни одной группы по массе не требуется.
По наружному диаметру поршни разбиты на пять классов (А, В, С, О, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. По высоте она бочкообразная, а в поперечном сечении — овальная. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1,2,3) через 0,004 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 1.3.).
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. На днищах этих поршней ставится маркировка в виде треугольника или квадрата. Треугольник соответствует увеличению наружного диаметра на 0,4 мм, а квадрат — на 0,8 мм.
Стрелка на днище поршня показывает как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец — стальной, полый, плавающего типа, т.е. свободно вращается в бобышках поршня и втулке шатуна. Палец фиксируется в поршне двумя стальными стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка — первый, зеленая — второй, а красная — третий класс.
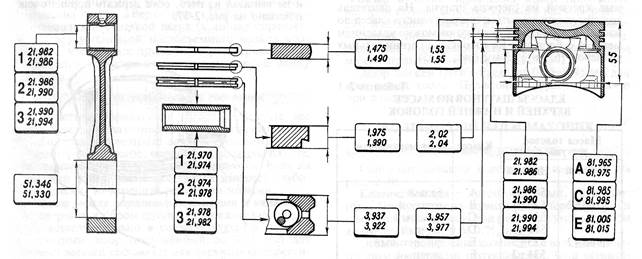
Рис. 1.2. Основные размеры шатунно-поршневой группы
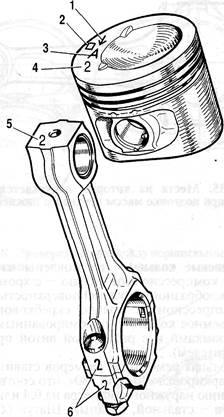
Рис. 1.3. Маркировка поршня и шатуна:
1 - стрелка для ориентирования поршня в цилиндре; 2 -ремонтный размер;
3 — класс поршня; 4 — класс отверстия для поршневого пальца;
5 - класс шатуна по отверстию для поршневого пальца; 6 - номер цилиндра
Поршневые кольца - изготовлены из чугуна. Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо — с хромированными рабочими кромками и с разжимной витой пружиной (расширителем).
На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Шатун — стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер 6 (см. рис. 1.3.) цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны
В верхнюю головку шатуна запрессована стале-бронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на верхней головке шатуна.
По массе верхней и нижней головок шатуны подразделяются на классы, маркируемые краской на стержне шатуна. На двигатель должны устанавливаться шатуны одного класса по массе. Подгонять массу шатунов можно удалением металла с бобышек на головках до минимальных размеров 16,5 и 35,5 мм (рис. 1.4.).
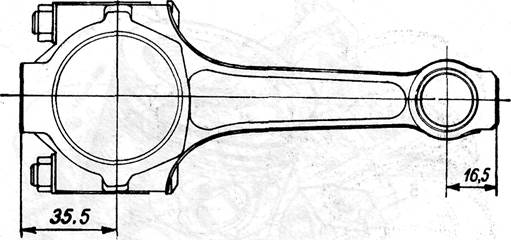
Рис. 1.4. Места, на которых допускается удалять металл,
при подгонке массы верхней и нижней головок шатуна
Подбор поршня к цилиндру. Расчетный минимальный зазор между поршнем и цилиндром (для новых деталей) равен 0,025— 0,045 мм. Он определяется как разность минимального размера цилиндра и максимального размера поршня и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) — 0,15 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному.
В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и Б может подойти поршень класса С.








