 2015-05-13
2015-05-13 2526
2526В общем парке металлорежущих станков с ЧПУ наиболее многочисленную группу составляют токарные станки. По виду выполняемых работ токарные станки подразделяются на прутковые, патронные, патронно-центровые, карусельные. Прутковые станки предназначены для обработки сложных негабаритных деталей из пруткового материала. Они оснащаются цанговым зажимным патроном, устройством подачи прутка в зону обработки и многоинструментальными револьверными головками.
 |
Специализированный многоцелевой прутковый автомат высокой точности СТМ 100П предназначен для обработки деталей из пруткового материала диаметром до 40мм.
Рис 12.4 Прутковый автомат СТМ 100П
При необходимости станок оснащаться патроном, в котором можно закреплять заготовки диаметром до 125мм.
На станке можно выполнять токарную обработку цилиндрических, конических и фасонных поверхностей, обработку внутренних поверхностей центровым инструментом, нарезание резьбы резцом с шагом от 0,3 до 40мм.
Инструментальная револьверная головка установлена на суппорте, расположенном за осью шпинделя станка. Такая компоновка обеспечивает удобный доступ к зоне обработки для установки заготовок и выполнения контрольных операций.
Станок оснащается силовой головкой с инструментальным шпинделем, что позволяет выполнять сверление отверстий и фрезерование пазов, расположенных параллельно оси шпинделя, а так же фрезерование винтовых пазов при следящем вращении шпинделя. В комплект станка входят устройство для удаления стружки, агрегат подачи прутка и механизм приёма деталей. Управление станком осуществляется от УЧПУ модели 2Р32М.
Многоцелевые токарные станки. Особую группу токарных станков составляют токарные многоцелевые станки или токарные обрабатывающие центры. Такие станки позволяют за один установ детали кроме токарной обработки обрабатывать отверстия параллельные или перпендикулярные по отношению к оси вращения заготовки, фрезеровать пазы на торце детали, винтовые канавки и другие виды обработки.
Многоцелевой станок модели LM 70AT имеет шпиндельную бабку, перемещающуюся по вертикальным направляющим. Благодаря этому заготовка способна изменять своё положение относительно инструментального шпинделя. Станок оснащён инструментальным магазином и автооператором для замены инструмента. Магазин, автооператор и инструментальный шпиндель размещены на массивном корпусе. Корпус имеет возможность поворачиваться вокруг вертикальной оси. Для выполнения чисто токарных работ имеется револьверная головка с вертикальной осью вращения, которая установлена на одном корпусе с инструментальным шпинделем.
Киевским станкостроительным концерном освоен выпуск двухшпиндельных токарных станков серии ПАБ. Станок модели ПАБ-160 предназначен для обработки заготовок диаметром до 180 мм. длиной до 80 мм. На станке установлены два оппозитно расположенных шпинделя, между которыми расположен крестовый суппорт.
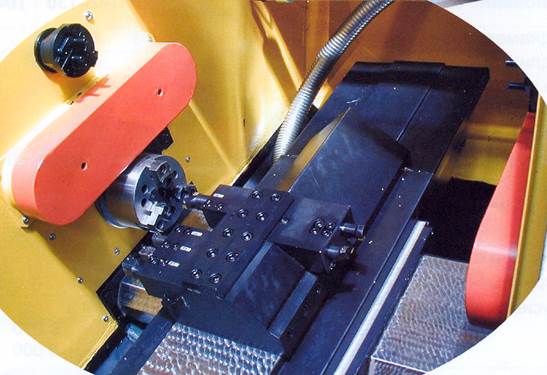
Рис 12.6 Рабочая зона станка ПАБ 160
Обработка выполняется последовательно на одном и на другом шпинделе. Это позволяет вести непрерывную обработку, так как загрузка и разгрузка одного шпинделя выполняется в то время, когда на другом ведётся обработка. Станки оснащаются встроенной транспортной системой, датчиками положения режущей кромки инструмента, системой контроля затупления и поломки инструмента. На станке установлена система программного управления Siemens Sinumerik 802D. Управляющие программы могут вводиться непосредственно с пульта оператора или загружаться с персонального компьютера через последовательный интерфейс.
Станок модели ПАБ-350 предназначен для обработки деталей типа колец, фланцев из штучных заготовок в условиях мелко-, средне- и крупносерийного производства.
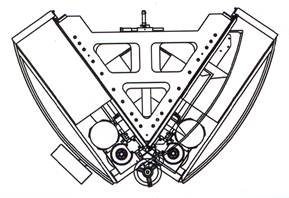

Рис 12.7 Внешний вид и компоновочная схема станка ПАБ-350
Отличительной особенностью станка ПАБ-350 является вертикальное расположение двух шпинделей над неподвижно установленным инструментом. На литом основании на жёстких подставках монтируется траверса с продольными направляющими крестовых суппортов. Крестовый суппорт состоит из продольных и поперечных салазок с направляющими качения. На суппорте устанавливается шпиндельная бабка с приводом главного движения. Привод шпинделя осуществляется от частотно-регулируемого асинхронного электродвигателя через зубчатую передачу.
Система управления станка обеспечивает независимое вращение шпинделей по осям С1 и С2 и перемещение каждого суппорта по осям X1,X2 и Z1,Z2 Обработка выполняется последовательно на двух суппортах. Первый суппорт имеет возможность выхода в зону входного лотка для взятия заготовки. При перемещении суппорта в поперечном направлении примерно в середине хода происходит обработка детали режущим инструментом, установленном в инструментальном блоке. Затем суппорт перемещается в зону передачи заготовки, где происходит передача обработанной на первом шпинделе заготовки для установки на второй шпиндель. В середине рабочего хода второго суппорта так же происходит обработка, и затем он выходит в зону отводящего лотка для удаления обработанной детали из зоны обработки.
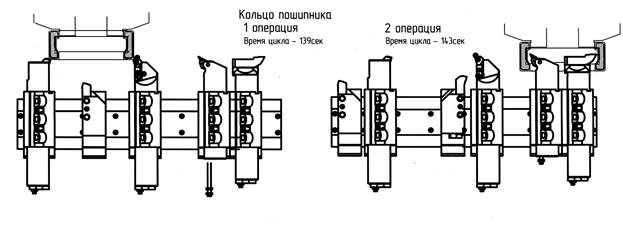
Рис. 12. 8 Пример наладки станка ПАБ-350
Передача заготовки с одного шпинделя на другой осуществляется с переворотом заготовки или без переворота специальным передающим устройством. Два инструментальных блока устанавливаются на станине и могут оснащаться датчиком касания для выполнения операции привязки инструмента.
Станок модели ПАБ-350 комплектуется контурной системой ЧПУ Siemens Sinumerik 840DI. В конструкции станка предусмотрена возможность дополнительной установки револьверных головок и вращающегося инструмента. В этом случае возможна комплексная обработка деталей с отверстиями, расположенными вне оси вращения и с различными фрезеруемыми поверхностями, в том числе сложной геометрической формы.
Станки типа «Токарный обрабатывающий центр» оснащаются дополнительными инструментальными головками, позволяющими вести различные виды обработки, например, нарезать шлицы на валах.

Рис. 12.9 Нарезание шлицев на токарном станке.
Детали типа валов обрабатываются на патронно-центровых токарных станках с числовым программным управлением.
На патронно-центровых станках выполняется наружная и внутренняя обработка сложных заготовок типа тела вращения. На них могут обрабатываться как длинные, так и короткие заготовки, выполняться операции точения цилиндрических, конических, фасонных наружных и внутренних поверхностей, сверления и нарезания внутренней и наружной резьбы, совпадающих с осью вращения.
Наиболее распространённые отечественные станки этого класса моделей 16К20Ф3, 16Б16Ф3, 16К20Т1, 16К30Ф3.Они оснащаются контурными системами программного управления, многоинструментальными револьверными головками, транспортёрами для удаления стружки, автоматическими зажимными приспособлениями для крепления заготовок. При установке их в автоматические линии могут работать в комплексе с промышленными роботами и другими автоматическими загрузочными устройствами.
Для обработки деталей, у которых диаметр значительно превосходит их длину применяются карусельные станки. Такие станки имеют вертикальную ось шпинделя, и оснащаются продольными и поперечными суппортами. Карусельные станки выпускаются одностоечные моделей 1512Ф3, 1А512МФ3,1А516МФ3 и двухстоечные моделей 1А525МФ3, 1А532ЛМФ3.

