 2015-05-13
2015-05-13 1372
1372Современные микропроцессорные системы числового программного управления позволяют использовать их при изготовлении зубчатых венцов прямозубых и косозубых колёс.
Это позволило повысить точность зубообрабатывающих станков, отказаться от длительной и трудоёмкой настройки кинематических цепей при изменении номенклатуры за счёт электронной синхронизации движений и коррекций, снять ограничения по числу управляемых координат.
В настоящее время ЧПУ применяется практически на всех типах зубообрабатывающих станков.
Наибольшее распространение в управлении зубофрезерными станками получили два вида структур:
1. с ведущей координатой. В качестве ведущей координаты принято главное движение – вращение фрезы. В этом случае датчик ведущей координаты является задающим, а скорости остальных органов по другим координатам устанавливаются системой ЧПУ с учётом сигналов от задающего датчика и датчика стола с заготовкой.
2. при отсутствии ведущей координаты. В этом случае все движения исполнительных органов находятся в равных условиях. Управление процессом обработки зубчатого колеса выполняется по заданной программе от системы ЧПУ.
Первый вариант обеспечивает высокую кинематическую точность даже при колебаниях скорости фрезы за счёт постоянного отслеживания её специальным датчиком и введения коррекции в работу других приводов.
Вторая схема предусматривает необходимость обеспечения высокой стабильности скорости перемещений по всем координатам.
В зубофрезерных станках с ЧПУ при отсутствии механической связи между исполнительными органами предусмотрено раздельное управление приводами по всем координатам.
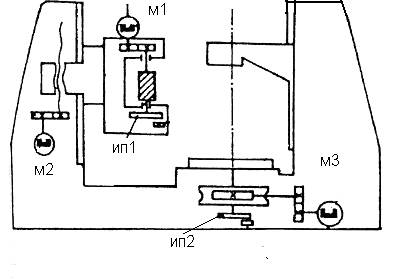
М1 – привод инструмента
М2 – привод суппорта
М3 – привод стола
ИП1 – измерительный преобразователь шпинделя
ИП2 – измерительный преобразователь стола
Рис.12.15 Компоновочная схема зубофрезерного станка
и структурная схема ЧПУ станком.
С этой целью каждый исполнительный орган оснащается самостоятельным регулируемым приводом: инструмента, шпинделя и стола. Все они связаны между собой системой ЧПУ. Одна из функций системы ЧПУ – это выполнение коррекции по рассогласованию между угловыми положениями фрезы и стола с заготовкой. Обеспечивается это двумя датчиками - прецизионными измерительными преобразователями, установленными в кинематических цепях приводов шпинделя и стола и входящими в состав узла коррекции. Сюда же входит блок фазового дискриминатора (фд), в котором происходит сравнение вырабатываемого преобразователями сигнала и выделение сигнала рассогласования. Далее сигнал поступает для обработки в блок микропроцессора (мп) и блок суммирующего усилителя (су). В блок суммирующего усилителя поступает также сигнал обратной связи из блока управления приводами (буп).
Параметры обрабатываемого зубчатого колеса – число зубьев Z и угол наклона зуба  задаются с пульта оператора. Режимы резания могут задаваться потенциометрами с пульта оператора, либо программироваться системой ЧПУ.
задаются с пульта оператора. Режимы резания могут задаваться потенциометрами с пульта оператора, либо программироваться системой ЧПУ.
Использование программного управления зубообрабатывающими станками позволяет сократить время наладки станка при переходе на другой типоразмер изделия в 7 – 8 раз, так как в основном время расходуется на замену инструмента с соответствующими характеристиками и установку заготовок. Применение промышленных роботов и механизированных приспособлений позволяет ещё более повысить эффективность использования зубообрабатывающего оборудования в условиях серийного и крупносерийного производства.








