 2015-05-13
2015-05-13 701
701Станки шлифовальной группы оснащаются различными системами управления. В зависимости от назначения станка системы управления могут выполнять различные функции. Например, плоскошлифовальный станок модели 3Л732ВФ10 предназначен для черновой и чистовой обработки плоских поверхностей крупногабаритных деталей торцем шлифовального круга. На станке установлен мотор-шпиндель, объединяющий в одном узле приводной электродвигатель и шпиндель. Шпинделем служит ротор электродвигателя. В качестве рабочего инструмента применяется специальный сегментный патрон, в котором крепятся шлифовальные сегменты. Вал ротора выполнен полым для подачи в зону обработки охлаждающей жидкости. Так как диаметр инструмента перекрывает ширину обрабатываемой детали, станок не имеет поперечных направляющих и поэтому обладает повышенной жёсткостью.
Станок снабжён однокоординатным устройством цифровой индикации (УЦИ) Ф5290, которое работает совместно с измерительным преобразователем перемещений – сельсином БС-155А. Устройство обеспечивает ручной и дистанционный ввод произвольного значения начального отсчёта с любым
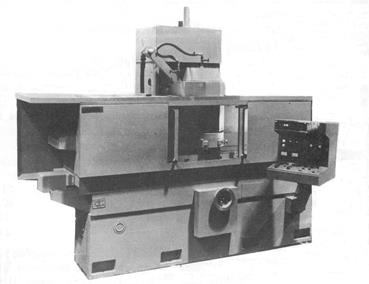
Рис. 12.16 Плоскошлифовальный станок модели 3Л732ВФ10
с вертикальным шпинделем.
знаком и дальнейший отсчёт контролируемого перемещения от этого значения. При нулевом отсчёте на табло устройство выдаёт сигнал на управление исполнительным механизмом. Шаговый привод вертикального перемещения шлифовальной головки отключается и включается асинхронный двигатель ускоренных перемещений, который отводит головку в исходное положение. Это устройство позволяет вести постоянный контроль за величиной снимаемого припуска и исключает необходимость остановки станка для выполнения контрольных промеров.
Специальный плоскошлифовальный станок модели ЛШ-192 класса точности В оснащается фторопластовыми направляющими скольжения для продольного перемещения стола и поперечного перемещения стойки и роликовыми направляющими вертикального перемещения шпинделя. В приводах подач используются регулируемые привода постоянного тока.
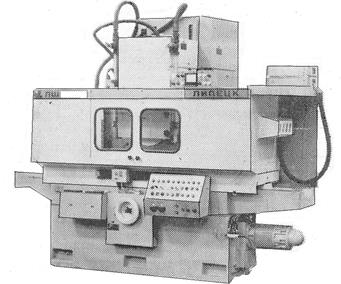
Рис. 12.17 Плоскошлифовальный станок для глубинного
шлифования модели ЛШ-192
Отличительной особенностью данной модели является установка регулируемого привода постоянного тока в цепи главного движения. Это позволяет использовать шлифовальные круги различных типоразмеров и при этом обеспечивать оптимальную скорость шлифования, что значительно расширяет технологические возможности станка.
Станок оснащается трёхкоординатным УЦИ модели К524, работающим в комплекте с фотоэлектрическими преобразователями ВЕ-164 для линейных перемещений и ВЕ-178А для круговых перемещений. УЦИ обеспечивает ввод, запоминание и контроль управляющей программы, работу в абсолютных координатах и в приращениях, выполнение технологических команд. Имеется возможность использования подпрограмм, работа в режиме "Автозапись" при обработке первой детали, ввода коррекции на величину износа инструмента.
Системы ЧПУ устанавливаются и на другие типы шлифовальных станков: круглошлифовальные, внутришлифовальные, заточные.
Современные шлифовальные станки позволяют вести многокоординатную обработку по управляющей программе. Они имеют раздельные регулируемые привода подач, регулируемую частоту вращения шлифовального шпинделя, высокую точность перемещений исполнительных органов. Системы программного управления для таких станков создаются на базе процессоров типа Intel P-IV с использованием операционных систем Windows и программоносителей на жёстких дисках.
В условиях, когда в производстве находится одновременно большое количество разнообразных изделий и номенклатура их постоянно изменяется, требования к повышенной универсальности станков приводят к тому, что из-за высокой стоимости такого оборудования возрастает себестоимость изделий. Удешевление станков возможно на основе их агрегатирования, т.е. использования нормализованных узлов и модулей. Такой подход традиционно используется при создании агрегатных станков, однако появление на рынке высококачественных комплектующих, таких, например, как шариковые винтовые пары, регулируемые привода, системы управления, позволяет реализовать всё на более высоком техническом уровне. Комбинация из отдельных узлов соответствующего назначения позволяет разрабатывать высокопроизводительное технологическое оборудование, способное выполнять операции обработки как самостоятельно, так и в составе гибких производственных комплексов.
Системами программного управления оснащаются практически все виды обрабатывающего оборудования: электроэрозионные, плазменные и лазерные раскроечные, сварочные автоматы и др.








