 2015-05-13
2015-05-13 1474
1474Одним из новых перспективных способов отделочной обработки является магнитно-абразивное полирование (МАП), позволяющее на разнообразных по физико-механическим свойствам материалах (сталях, твердых сплавах, цветных металлах и сплавах, стекле и других неметаллах) получать низкие параметры шероховатости поверхности с высотой микронеровностей 0,05-0,4 мкм и благоприятными для эксплуатации другими характеристиками. Роль режущего инструмента при МАП выполняют магнитно-абразивные порошки, обладающие одновременно высокими магнитными и режущими свойствами. Гамма таких порошковых материалов создана в СССР и изготовляется промышленным способом. Силы резания создаются с помощью магнитного поля, воздействующего на зерна магнитно-абразивного порошка, размещенного между полюсами магнитного индуктора и обрабатываемой поверхностью.
Сущность МАП заключается в том, что обрабатываемой поверхности детали или порошку с магнитными и абразивными свойствами, помещенными в магнитное поле, сообщают принудительное движение относительно друг друга. Съем металла осуществляется в результате силового воздействия порошка на поверхность детали и указанных относительных движений.
Многообразие геометрических форм поверхностей, требующих отделочной обработки, и широкие возможности магнитных полей, способных выполнять в процессе абразивной обработки различные функции, привели к созданию различных схем магнитно-абразивного полирования. В частности, на рисунке 3.50 показаны некоторые схемы полирования деталей. В этом случае магнитное поле формирует из порошковой ферромагнитной абразивной массы 3 своеобразный режущий инструмент, воспроизводящий форму обрабатываемой поверхности, и создает нормальные и тангенциальные силы, прижимающие зерна порошка к детали 1 и удерживающие их в рабочем зазоре. Движения резания обрабатываемой детали сообщаются обычным электромеханическим способом. Кроме вращения детали, являющегося в этой схеме главным движением резания, детали или полюсам электромагнитов 2 может быть сообщена осцилляция вдоль оси вращения.
Силы резания независимо от схемы полирования создаются магнитным полем, а величина и направление этих сил определяются напряженностью и структурой поля в рабочем пространстве.
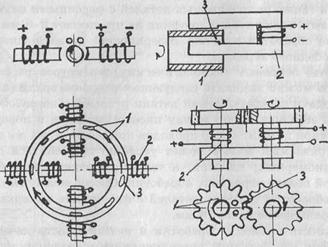
Рис. 3.50. Схемы полирования деталей.
На величину сил резания можно влиять, изменяя силу тока в обмотках электромагнитов, величину зазоров между деталью и полюсами электромагнита, а также структуру поля в рабочем пространстве, которая в известной мере определяется конфигурацией полюсов электромагнитов и размерами межполюсного пространства.
Особенностями магнитно-абразивного полирования являются устранение динамических нагрузок абразивных зерен при резании абразивным инструментом и появление в результате этого вспышек высоких критических температур в локальных зонах обрабатываемой поверхности, отсутствие трения связки о детали и резкое уменьшение общей температуры резания, отсутствие необходимости периодической фасонной правки абразивного инструмента и отсутствие вообще необходимости изготовления абразивного инструмента на жесткой связке.
Многократное пространственное перемагничивание обрабатываемой поверхности детали и силовое воздействие зерен порошка на нее способствует упрочнению тонкого поверхностного слоя материала, увеличению микротвердости и износостойкости, снижению величины растягивающих остаточных напряжений.
МАП предусматривает работу с относительно невысокими скоростями вращения (1-3 м/с) детали, малыми амплитудами (0,5-2 мм) осцилляции при магнитной индукции в рабочем зазоре 1-2 Т и зернистости порошка 0,2 мм.
МАП снижает шероховатость обрабатываемой поверхности с Ra = 1,25-0,32 до Ra = 0,08-0,02 мкм или с Rz = 40-10 до Ra = 0,32- 0,16 мкм, улучшает отдельные характеристики точности геометрической формы детали: уменьшает волнистость и гранность; обеспечивает высокую для отделочных операций интенсивность удаления металла (до 1 мкм/с на диаметр; за 10-50 с магнитного времени съем составляет 0,01-0,05 мм), сохранение размеров, полученных в результате предшествующей операции, в пределах допуска, повышение контактной прочности и износостойкости деталей в 1,5-2 раза. Обработка деталей при МАП ведется в основном поштучно в ориентированном состоянии.
Практическое применение метод МАП в настоящее время получил преимущественно при обработке наружных и внутренних поверхностей тел вращения (плунжеров, осей и др.) для полирования плоскостей.
Централизованного производства оборудования для магнитно-абразивного полирования в настоящее время нет, и поэтому для применения этого процесса могут быть с некоторой модернизацией приспособлены токарные, фрезерные, шлифовальные станки.








